This set of Casting, Forming and Welding Multiple Choice Questions & Answers (MCQs) focuses on “Aspiration Effect”.
1. Which of the following items is used for trapping impurities from entering the mould?
a) Facing sand
b) Core
c) Skim bob
d) Pouring basin
View Answer
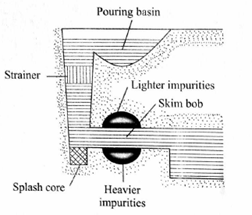
Explanation: Skim bob is a trap placed in a horizontal gate to prevent heavier and lighter impurities from entering the mould. It removes the dross if not strained by strainer and the sand also. Skim bob appears like as shown in the below figure.
2. Which of the following effects can produce porous castings?
a) Aspiration effect
b) Viscous effect
c) Shapiro effect
d) Turbulent effect
View Answer
Explanation: When the mould is made, care should be taken to ensure that the pressure anywhere in the liquid metal stream does not fall below the atmospheric pressure. Otherwise, the gases originating from baking of the organic compounds in the mould will enter the molten metal stream, producing porous castings. This is known as Aspiration effect.
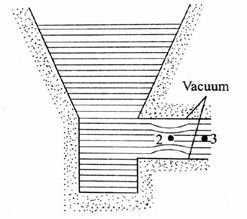
3. In the given below figure of Mechanism of vacuum generation, point ‘2’ is the indication of _____
a) Poynting point
b) Vena contracta
c) Stack point
d) Steric point
View Answer
Explanation: The constricted region at point 2 in the figure is known as vena contracta. A sudden change in the flow direction cause the aspiration effect and thus vacuum as the liquid metal stream contracts around a sharp corner due to the momentum effect. To avoid vacuum, the mould is made to fit the vena contracta.
4. Sprue design is made tapered instead of straight ___________
a) To easy flow of molten metal
b) To have smoothness in the metal flow
c) To maintain the pressure balance
d) To avoid the erosion of mould sand
View Answer
Explanation: Pressure balance is maintained, to avoid the negative pressure (to ensure positive pressure anywhere in the liquid column), the sprue should be tapered. The ideal shape of the sprue is parabola but to reduce the manufacturing difficulty shape of the sprue is considered as tapered cylinder.
5. Splash core is used _____
a) to reduce the eroding force of the liquid metal
b) to make the flow smooth and slow
c) to remove dross from the molten metal
d) to prevent heavier impurities from entering the mould
View Answer
Explanation: A ceramic splash core is placed at the end of the sprue reduces the eroding force of the liquid metal stream. It acts the same as pouring basin that also reduces the eroding force of the liquid metal coming directly from the furnace as well as maintains a constant pouring head.
6. The primary purpose of sprue in casting mould is to _____
a) act as a reservoir for molten metal
b) feed the casting at rate consistent with the rate of solidification
c) feed molten metal from the pouring basin to the gate
d) help feed the casting until all solidification takes place
View Answer
Explanation: Sprue is a connecting passage between pouring basin and runner for molten metal in the tapered form to avoid the aspiration effect so that pressure equally maintained in the column of liquid metal streaming to the mould.
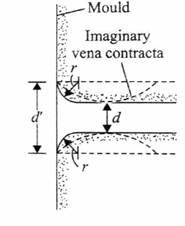
7. In the given below figure of outlet dimensions to prevent vacuum generation, what should be the relation between d’ and d?
a) d’/d = 1.3
b) d’/d > 2
c) d’/d = 2
d) d’/d > 2.2
View Answer
Explanation: To avoid creation of vacuum or in other words, a sharp change in the flow direction is avoided. This achieved by maintaining the value of d’/d approximately equal to 1.3. Where d is the runner diameter and d’ is the entrance diameter.
8. What is the purpose of strainer in the gating system?
a) To make uniform flow
b) To make smooth surface finish of the casting
c) To remove dross from the molten metal
d) To create positive pressure throughout to avoid aspiration effect
View Answer
Explanation: Ceramic strainer in the sprue removes dross and prevent slag from entering to the castings. Strainer additionally useful to laminize the flow. A typical strainer might be a cylinder of 30-50 mm diameter, 10-20 mm long, containing ten or more holes, of diameter approximately 3-5 mm.
9. Which of the following gases is responsible for the Pin hole porosity in the molten metal?
a) Hydrogen
b) Nitrogen
c) Oxygen
d) Carbon-dioxide
View Answer
Explanation: This is caused by the dissociation of water inside the mould cavity. As the molten metal gets solidified, it loses temperature which decreases the solubility of gases by expelling the dissolved gases. The hydrogen while leaving the solidifying metal would cause long pin holes showing the path of escape.
10. Which of the following can be the reason for the aspiration effect?
a) High pressure of molten metal
b) High pouring temperature of molten metal
c) Low viscosity of molten metal
d) High viscosity of molten metal
View Answer
Explanation: High pouring temperature which increases the amount of gas absorbed (leads to aspiration effect) by the molten metal in the furnace, in the ladle and during the flow in the mould. When gases not allowed to escape, would be trapped inside the casting and weaken it.
11. Which of the following reasons is the incorrect reason for the blow holes inside the castings?
a) Presence of moisture in the mould
b) Lower venting
c) Lower permeability of the mould
d) High pressure of the molten metal
View Answer
Explanation: Moisture left in the mould and core converted into steam because of the presence of heat in the molten metal. The parts of steam entrapped in the castings end up as blow holes, same as the aspiration effect. Lower venting and lower permeability of the mould is also responsible for the blow holes inside the castings.
Sanfoundry Global Education & Learning Series – Casting, Forming and Welding.
To practice all areas of Casting, Forming and Welding, here is complete set of 1000+ Multiple Choice Questions and Answers.
If you find a mistake in question / option / answer, kindly take a screenshot and email to [email protected]
- Apply for Metallurgical Engineering Internship
- Practice Metallurgical Engineering MCQs
- Practice Mechanical Engineering MCQs
- Apply for Mechanical Engineering Internship
- Check Metallurgical Engineering Books
