This set of Casting, Forming and Welding Multiple Choice Questions & Answers (MCQs) focuses on “Product Design for Sand Castings”.
1. In designing for economical moulding, it is not advisable to have complexities in the parting line.
a) True
b) False
View Answer
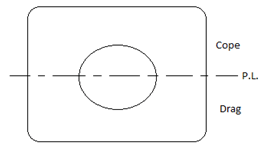
Explanation: Parting line is determined by the shape of the casting. The simplest parting line is that running through the centre line of the casting as shown in the below figure. Unnecessary complexities in the parting line increase the cost. So the designer strives to design castings with parting planes that are straight or as nearly straight as possible.
2. Analysis of variations in the foundry procedures has no affect on the economy of production.
a) True
b) False
View Answer
Explanation: Economy of production is a very important factor. Variations in the foundry procedures, in the form of patterns and core boxes, are thoroughly investigated to ensure the most economical plan for producing castings of specific quality. Furthermore, operations apart from those of pattern shop and foundry are also considered to have economical plan.
3. In sand castings, modification of bosses is done to_____
a) have good surface finish
b) to reduce the chances of porosity
c) to eliminate the use of core
d) to reduce casting yield
View Answer
Explanation: Bosses are mainly used to increase the sectional thickness of the housing in order to improve the strength of certain parts of casting. The modified boss or the extension of a boss to the flange eliminates the need of a core and also the undercut, which forms a less complicated design.
4. The axis of the cylindrical boss should be in the parting plane to have satisfactorily use of boss in casting.
a) True
b) False
View Answer
Explanation: Bosses are frequently used in order to provide longer bolt or tap holes in certain parts of the casting, this may be cast satisfactorily if the axis of the cylindrical boss is parallel to the direction in which the pattern is drawn out from the mould or if the centerline of the boss is in the parting plane.
5. Contours, cavities and passages in the casting can be possible without placing of any cores in the casting.
a) True
b) False
View Answer
Explanation: In the normal moulding, it is not possible to have any contours, cavities and passages in the casting. Cores are placed in the mould to achieve the required passages in the casting. But, a minor change in the design of casting can achieve this and also economize production cost, by eliminating cores.
6. In the solidification process, external angles have a lower cooling rate than re-entrant angles of the casting.
a) True
b) False
View Answer
Explanation: Solidification progresses from thin to thick sections and external angles have a greater cooling rate than re-entrant angles; the reason being that sand around a re-entrant angle is surrounded on two sides by the heat sources. And re-entrant angle should be made proper to avoid cracks which often begin at the shrinkage cavities.
7. Non-uniform cross-sectional areas of the high temperature casting lead to having hot spots in the casting.
a) True
b) False
View Answer
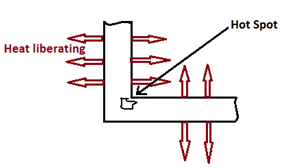
Explanation: In a casting of uniform width and thickness, no temperature variations would exist throughout the length of the casting. However, if the casting has non-uniform cross-sectional areas, the temperature would vary considerably. And a high temperature position is called as the hot spot, as shown in below figure.
8. Positive temperature gradient which gradually increases towards the feed head, avoid shrinkage defects.
a) True
b) False
View Answer
Explanation: Redesign is the most effective way to avoid shrinkage defects. The designer tries to place and proportion members and their intersections in such a way as to establish a positive temperature gradient which is lowest at points farthest away from the feed head and which gradually increases towards the feed head.
9. Which of the following methods is used to detect a concentration of the metal?
a) Check triangle method
b) Euler’s method
c) Finn’s method
d) Check circle method
View Answer
Explanation: The check circle method is normally used for detecting the concentration of the metal to avoid the shrinkage problems which particularly severe in junctions by reducing the concentration of metal at joints. A concentration of metal always occurs at the point where two walls of equal thickness come together.
10. What should be the ratio of rib thickness to wall thickness in castings for proper avoiding of concentration of metal at joints?
a) 1 to 2
b) >2
c) >1
d) 0.6 to 0.8
View Answer
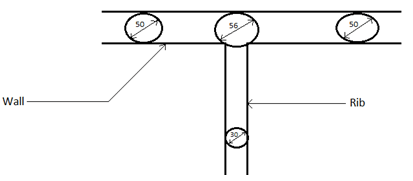
Explanation: Rib thickness/Wall thickness = 0.6 to 0.8, When the concentration is reduced, one of the walls is made thinner as shown in below figure. That is why for castings, ribs are always made thinner than the wall in the ratio, to avoid the concentration of metal at joints.
11. Cooling of casting walls of non uniform thickness results into formation of tears or warping in the metal casting.
a) True
b) False
View Answer
Explanation: If the casting walls have non-uniform thicknesses, then the thinner walls would have cooled down very quickly leaving the thicker wall still in the plastic state. When the thinner walls contract due to solid shrinkage, because of the plasticity, the thicker rib would warp.
12. The formation of hot tears in the hand wheels or big gear wheels can be reduced by_____
a) making the hub of greater strength
b) reducing the thickness of the spokes
c) increasing the ductility of the spokes
d) increasing the thickness of the spokes
View Answer
Explanation: By increasing the ductility of the spokes, it is possible to reduce the formation of hot tears in the hand wheels or big gear wheels. The ductility can be increased by making the spokes curved and having them in odd numbers. The odd number of spokes ensures that the restraining force acts in only one direction making the wheel more ductile.
13. Which of the following is not desirable in casting design for minimum stress concentration?
a) Roundness of external corners
b) Local metal accumulations
c) No abrupt changes in casting walls
d) Uniform thickness of casting walls
View Answer
Explanation: In casting design for minimum stress concentration and good casting consistency, local metal accumulations and massive elements should be avoided as much as possible to restrict the generations of shrinkage defects in the castings, which can also be caused by having of low strength of casting at a higher temperature.
Sanfoundry Global Education & Learning Series – Casting, Forming and Welding.
To practice all areas of Casting, Forming and Welding, here is complete set of 1000+ Multiple Choice Questions and Answers.
If you find a mistake in question / option / answer, kindly take a screenshot and email to [email protected]
- Apply for Metallurgical Engineering Internship
- Practice Casting, Forming and Welding II MCQ
- Check Casting, Forming and Welding I Books
- Practice Mechanical Engineering MCQs
- Apply for Mechanical Engineering Internship
