This set of Casting, Forming and Welding Multiple Choice Questions & Answers (MCQs) focuses on “Core Application”.
1. Cores are generally made of relatively low strength for better utilization in the production of castings.
a) True
b) False
View Answer
Explanation: In general, cores are made of two types which are green sand cores and dry sand cores, and both types of cores are made of relatively low strength than that of mould. This is basically done for easy removal of cores after solidification of castings so that the cores are easily break off and removed from the casting part.
2. Dry sand cores are widely used in the injection moulding process for casting various polymers.
a) True
b) False
View Answer
Explanation: In the injection moulding process, alloy cores are used in the moulding box instead of any sand cores. In the process, the plastic is getting injected into the moulding box and then after solidification, the casted polymer is taken out from the moulding box with the cores still in it. And then the core is melted and washed out from the moulding box.
3. Green sand cores are not suitable for producing very complex shapes of castings.
a) True
b) False
View Answer
Explanation: In the production of very complex shapes of castings, green sand cores are not compatible as they are made of low strength and cannot bear forces for a long period of time. So generally, dry sand cores are commonly used for producing complex shapes of castings instead of green sand cores.
4. Core prints are generally provided on the mould for easy removal of cores from the moulding box.
a) True
b) False
View Answer
Explanation: The core prints are mainly provided on the mould so that the cores are securely positioned in the mould cavity. The design of the core print is made in such a way to take care of the weight of the core while pouring of molten metal; it also ensures that the core is not shifted during the entry of molten metal into the mould cavity.
5. It is not necessary for the chaplets to be of the same material as the material being casted in the mould.
a) True
b) False
View Answer
Explanation: In the moulding box, chaplets are mainly used for supporting the cores. Chaplets are more utilized when the long cores are used with the production of complex castings. It is very important and necessary for the chaplets to be of the same material as the metal being casted because the chaplets get melted and become the part of the casting during the pouring operation.
6. Optimized design of chaplets is very necessary for the application of chaplets in supporting the cores.
a) True
b) False
View Answer
Explanation: Chaplets design should be optimized because if they are too small they will melt completely and will make the core to move, but if they are too big then their whole part will not melt and fuse with the poured molten metal. So, use of chaplets must also be minimized because they may cause defects or produce a weak point in the casting components.
7. For the removal of cores from the moulding box, caustic bath can be used which is very fast in processing the large and complex cores.
a) True
b) False
View Answer
Explanation: For the removal of cores from the moulding box, several methods can be used. But for low cost and minimizing the casting erosion, a caustic bath is used which is also known as mechanical agitation. In this method, a solution of sodium or potassium hydroxide is used for the breaking of a core material. But this method consumes too much time for processing the large and complex cores.
8. For removing cores from the castings, the hydraulic cleaning method is much safer than the method of caustic bath.
a) True
b) False
View Answer
Explanation: In the caustic bath or mechanical agitation, some chemicals are used which are generally associated with the high level of health, safety and environmental risks. So to avoid such types of risks and to perform safer, hydraulic cleaning method is used in which a high pressure water jet is used which erodes the core particles from the casting part.
9. Core dryers are basically the flat surfaces used for supporting the cores in the moulding box.
a) True
b) False
View Answer
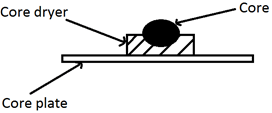
Explanation: In the moulding box, the cores should be prevented from sagging and breaking. So for supporting the cores, flat surfaces are required which are commonly called as core dryers. Core dryers can be made as metal castings with thin sections in order to absorb minimum heat. For large production of castings, many core dryers are required. Core dryer is shown in the below figure-
10. Core wires and rods can be used for removing the core mass from the casting part.
a) True
b) False
View Answer
Explanation: Core wires and rods are meant for small or slender cores which do not have sufficient strength to bear the load and pressure of molten metal during the pouring operation. So these types of cores are supported by embedding the wires and rods into the core parts which are called as core wires.
Sanfoundry Global Education & Learning Series – Casting, Forming and Welding.
To practice all areas of Casting, Forming and Welding, here is complete set of 1000+ Multiple Choice Questions and Answers.
If you find a mistake in question / option / answer, kindly take a screenshot and email to [email protected]
- Check Casting, Forming and Welding I Books
- Check Mechanical Engineering Books
- Apply for Metallurgical Engineering Internship
- Check Metallurgical Engineering Books
- Practice Metallurgical Engineering MCQs
