This set of Casting, Forming and Welding Multiple Choice Questions & Answers (MCQs) focuses on “Effects of Friction and Velocity Distribution”.
1. The energy loss due to friction (Ef) in a circular conduit (on the basis of per unit mass) is given by_____
a) Ef = 4fLv̅²/2D
b) Ef = 8fLv̅²/2D
c) Ef = 4fLv̅³/2D
d) Ef = 4fLv̅²/D
View Answer
Explanation: Ef = 4fLv̅²/2D is the energy loss due to friction in a circular conduit. The frictional losses are present due to sudden contraction or enlargement of the flow cross-sections. Where, v̅ = Average velocity, D = Diameter of the conduit, L = Length of the conduit and f = friction factor.
2. Which of the following reasons is the incorrect reason for frictional losses in the conduit?
a) Gradual change in flow direction
b) Sudden contraction of the flow cross-sections
c) Sudden enlargement of the flow cross-sections
d) Due to irrotational flow of molten metal
View Answer
Explanation: In real fluids, the frictional losses are always present, especially when there is a sudden contraction or enlargement of the flow cross-sections and also due to a gradual change in the flow direction, e.g., in a 90° bend and similar other fittings.
3. Why is Velocity of a fluid in contact with any solid surface is zero?
a) Due to cohesive forces in the fluid particles
b) Due to low velocity of fluid
c) Due to no slip condition
d) Due to high intermolecular forces between the fluid particles
View Answer
Explanation: Velocity of a liquid metal in the sprue and the gate is not uniform across the cross-sections. It is maximum at the axis of the conduit and zero at the solid surface due to high adhesive bonding between the surface and the fluid particles, which is responsible for viscosity and results in no slip condition.
4. Which of the following terms is modified in the integrated energy balance equation for non-uniform velocity distribution?
a) Potential energy
b) Kinetic energy
c) Pressure energy
d) Thermal energy
View Answer
Explanation: The non-uniform velocity distribution can be accounted for by modifying the kinetic energy term in the integrated energy balance equation by replacing the (velocity)² term by v̅²/β, where v̅ is the average velocity and β is a constant. β is equal to 0.5 for laminar flow and 1 for turbulent flow in a circular conduit.
5. The velocity distribution within the conduit depends on _____
a) shape of the conduit and nature of flow
b) temperature of the molten metal
c) impurities present in the molten metal
d) type of the molten metal
View Answer
Explanation: The velocity distribution within the conduit depends on the shape of the conduit and the nature of flow (i.e. turbulent or laminar). The velocity profile is parabolic in laminar flow and is logarithmic in turbulent flow. Shape of the conduit means cross-sectional area which varies in inverse proportion to the velocity.
6. For a smooth conduit, which of the following is the value of friction factor (f) for laminar and turbulent flow respectively?
a) 10/Re, 0.0791(Re)-0.25
b) 16/Re, 0.0791(Re)-0.25
c) 10/Re, 0.0771(Re)-0.25
d) 16/Re, 0.0171(Re)-0.25
View Answer
Explanation: For a smooth conduit, the value of f is given by the equations
f = 16/Re for laminar flow (Re < 2000),
f = 0.0791(Re)-0.25 for turbulent flow (Re > 2000),
Where, Re is Reynolds number.
7. Friction loss factor (eғ) in the conduit of liquid metal depends on _____
a) temperature of the molten metal
b) presence of dross in the molten metal
c) ratio of the flow area and Reynolds no. of the flow
d) whirling of the molten metal
View Answer
Explanation: eғ is the friction loss factor and it depends on the ratio of the flow area and Reynolds number of the flow. For a laminar flow, the length and diameter of the smaller flow cross-section have to be taken into account. The value of eғ depends on whether the flow area is enlarging or contracting in the direction of flow.
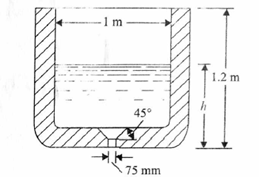
8. Given figure below, shows a ladle having an internal diameter of 1 m with a capacity height of 1.2 m. It has a nozzle of 75 mm exit diameter. What is the mass flow rate in kg/sec?
Take CD (Coefficient of discharge) = 0.96, ρ (Density of molten metal) = 2700 kg/m3
a) 34.22
b) 46.38
c) 55.34
d) 60.10
View Answer
Explanation: The mass flow discharge rate is given by ṁ = ρAnCD√2gH
Where, CD (Coefficient of discharge) = 0.96, ρ (Density of molten metal) = 2700 kg/m3,
(Total height) = 1.2 m and g (Acceleration due to gravity) = 9.81 m/s2
And An (Nozzle area) = π/4 * (0.075)2 m2 = 4.4*10-3 m2
ṁ = 2700*4.4*10-3*0.96√2*9.81*1.2 kg/sec
ṁ = 55.34 kg/sec.
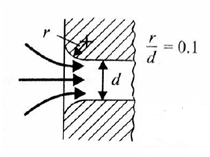
9. In the given figure of Entry with rounded corner type of changes in flow geometry, the value of friction loss factor (eғ) is_____
a) 0.33eғs
b) 0.5eғs
c) 2eғs
d) eғs
View Answer
Explanation: eғ = 0.33 eғs, where eғ is the friction loss factor. The value of eғ depends on whether the flow is enlarging or contracting in the direction of flow. And eғs refers to the value corresponding to a sharp change of geometry with identical initial and final dimensions.
10. Which of the following gating designs is used to avoid the splashing of the molten metal in the mould?
a) Vertical gating
b) Horizontal gating
c) Inclined gating
d) Bottom gating
View Answer
Explanation: In the case of bottom gating design the liquid metal is filled in the mould from bottom to top, thus it avoids the splashing of the molten metal in the mould that can cause erosion. And this design also prevents the oxidation which is associated with the vertical gating.
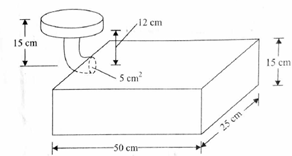
11. Gating design for a mould of 50cm*25cm*15cm is shown in below figure. The cross-sectional area of the gate is 5 cm2. Neglecting friction and velocity distribution effects, what is the filling time (t) for the design (in second)?
a) 19.25
b) 21.86
c) 34.21
d) 10.39
View Answer
Explanation: H (Total height) = 15 cm, from the figure.
v (Velocity of molten metal) = √2gH = √2*981*15 cm/sec = 171.6 cm/sec.
V (Volume of the mould) = 50*25*15 cm³ and A (Cross-sectional area of the gate) = 5 cm2.
As we know, t = V/Av
So, t (Filling time) = 50*25*15/5*171.6 sec = 21.86 sec.
12. Which of the following ways can use for stopping the rapid solidification of the molten metal in the mould?
a) By having the mould of high permeability
b) By making a uniform flow of molten metal
c) By creating high pressure on the molten metal
d) By using too much superheat
View Answer
Explanation: When the liquid metal is poured very slowly, then the time taken to fill up the mould is rather long and the solidification may start even before the mould has been completely filled up. This can be avoided by using too much superheat, but this creates the gas solubility problem which is not good for castings.
Sanfoundry Global Education & Learning Series – Casting, Forming and Welding.
To practice all areas of Casting, Forming and Welding, here is complete set of 1000+ Multiple Choice Questions and Answers.
If you find a mistake in question / option / answer, kindly take a screenshot and email to [email protected]
- Apply for Metallurgical Engineering Internship
- Apply for Mechanical Engineering Internship
- Check Casting, Forming and Welding I Books
- Practice Metallurgical Engineering MCQs
- Check Mechanical Engineering Books
