This set of Casting, Forming and Welding Multiple Choice Questions & Answers (MCQs) focuses on “Gravity Die Casting”.
1. Which of the following show can the approximate number of castings be produced by gravity die casting?
a) 0-50
b) 50-100
c) 100-250,000
d) 250,000-500,000
View Answer
Explanation: As a reusable metallic die is used as a mould that is beneficial for large scale production. A large number of castings around 100-250,000 can be produced easily without any in-between maintenance, to achieve more no. of castings sometimes repairing is required to remove any distortion if produced in the mould.
2. Gravity die casting is best suited for highly viscous molten metal and for producing the complex shape of castings.
a) True
b) False
View Answer
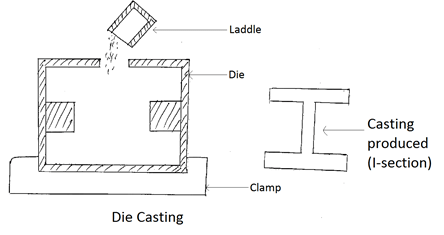
Explanation: In gravity die casting, liquid metal enters into the cavity by means of gravity force only, as shown in below figure. It is used to produce a simple shape of the objects made up of high fluidity materials. And due to fast rate of cooling, fine gain structure will be developed in the castings which are having more strength and hardness.
3. Which of the following considerations is independent for the selection of moulding material?
a) Size of the casting
b) Frequency of casting cycle
c) Pouring temperature
d) Fluidity of pouring melt
View Answer
Explanation: The mould material is basically selected on the considerations of the size of the casting, pouring temperature and the frequency of the casting cycle, which all together determine the total heat to be borne by the die. Fluidity of the pouring melt can be dependent on the shape of mould, but it is totally independent for the selection of moulding material.
4. Which of the following materials is mostly used as a die material in gravity die casting?
a) Grey cast iron
b) Lead
c) Magnesium
d) Aluminium
View Answer
Explanation: In gravity die casting, fine-grained grey cast iron is the most generally used die material. Sometimes alloy cast iron, alloy steels (H11 and H14) and C20 steel are also used as die material for very large volumes and large parts. For small volume production of aluminium and magnesium, mould made of graphite is preferred.
5. The die life is less for higher melting temperature alloys in gravity die casting.
a) True
b) False
View Answer
Explanation: The die life is less for higher melting temperature alloys such as copper and grey cast iron. Very high temperature of molten metal in contact with the moulding surface damages it and may cause surface erosion. This can be avoided by using die material of highly resistant to the temperature of molten metal.
6. Continuous extraction of heat is necessary to ensure higher mould life and better casting cycle times.
a) True
b) False
View Answer
Explanation: A large amount of heat will be absorbed by the mould material as the metallic mould would be used. So for the continuous extraction of heat, it is important to make provision in the construction of the mould. This is mainly done to increase mould life and to have better casting cycle times.
7. Air cooling is sufficient to maintain temperature for the large and thick-walled castings in gravity die casting.
a) True
b) False
View Answer
Explanation: Air cooling is not sufficient except for thin and small castings. Generally, air cooled dies are provided with fins on the outer surfaces to increase the heat extraction. And cooling water can be also circulated through the portions of the mould that are likely to have large heat concentration.
8. Water cooling is always preferred than the air cooling for the extraction of heat from the castings through the mould.
a) True
b) False
View Answer
Explanation: It is true that water cooling results into higher extraction of heat from the castings, but its application arises some problems. The likely problems with the cooling water circulation are the formation of scales inside the cooling channels and their subsequent blocking after some use. That’s why sometimes water cooling is less preferred than the air cooling.
9. If the heavy casting is produced, then which of the following can be used to maintain the progressive solidification?
a) Sprue
b) Riser
c) Chills
d) Pouring basin
View Answer
Explanation: When the heavy sections of casting are made then they are likely to interfere with the progressive solidification, this interference can be avoided by using chills supported by heavy air blast to remove excess of heat. Also, the cooling channels can be provided at the necessary points to get proper temperature distribution.
10. Better surface finish with the close dimensional tolerances of the casting can be obtained in gravity die casting.
a) True
b) False
View Answer
Explanation: In gravity die casting, a fined-grained casting with good surface finish of the order of 4 microns can be produced. Close dimensional tolerances can also be obtained and with a better appearance of the casting. It is also economical for large scale production as the labour involved in the mould preparation is reduced.
11. All kind of metals can be cast easily in the gravity die casting.
a) True
b) False
View Answer
Explanation: Not all materials can be casted easily by gravity die casting essentially because of the mould material. The problem of sticking arises due to the application of metallic mould; so much of lubricant is required, still cannot be suited for every metal. This casting method is applicable to some metals only.
12. Which of the following processes is most suitable for the casting of connecting rods and pistons of the automobile?
a) Precision investment casting
b) Gravity die casting
c) Shell moulding
d) Centrifugal casting
View Answer
Explanation: As a simple shape of the casting can be produced by gravity die casting, so conventionally gravity die casting is best suited for casting connecting rods and pistons of the automobile. Many other components like stators, gear blanks, aircraft fittings etc. can also be produced easily by gravity die casting.
Sanfoundry Global Education & Learning Series – Casting, Forming and Welding.
To practice all areas of Casting, Forming and Welding, here is complete set of 1000+ Multiple Choice Questions and Answers.
If you find a mistake in question / option / answer, kindly take a screenshot and email to [email protected]
- Apply for Mechanical Engineering Internship
- Apply for Metallurgical Engineering Internship
- Practice Metallurgical Engineering MCQs
- Check Casting, Forming and Welding I Books
- Practice Casting, Forming and Welding II MCQ
