This set of Mechanical Metallurgy Multiple Choice Questions & Answers (MCQs) focuses on “Extrusion of Tubing”.
1. For a metal which is prone to hot shortness like aluminium and copper, the extrusion speed has to be _______
a) high
b) low
c) moderate
d) doesn’t matter
View Answer
Explanation: In the case of metal which is prone to hot shortness, the ram speed should be deficient as few mm per sec. This because the high ram speed creates more heat that itself can lead to hot shortness.
2. Decreasing the die angle __________ the homogeneity of deformation and __________ the extrusion pressure.
a) increases, lowers
b) decreases, lowers
c) decreases, increases
d) increases, increases
View Answer
Explanation: Decreasing the die angle increases the homogeneity of deformation, hence more uniform the microstructure and lower the extrusion pressure, but the friction between the die wall and the billet is the limitation to which the angle can be increased.
3. The plot between the extrusion pressure vs. the ram travel is plotted. Find the correct combination of direct and indirect extrusion process relationship?
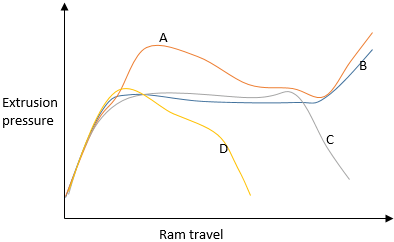
a) A-indirect, B-direct
b) A-direct, B-indirect
c) C-direct, D-indirect
d) C-indirect, D-direct
View Answer
Explanation: To identify the curve, first, we have to know that the pressure for direct extrusion will be higher than the indirect process. Second the pressure will never decrease with ram travel distance. So with this idea, it is clear that A-direct extrusion and B- indirect extrusion.
4. The extrusion ratio for hot extrusion is much more than the extrusion ratio for cold extrusion.
a) True
b) False
View Answer
Explanation: The extrusion ratio is defined as the ratio of the initial cross-sectional area of the billet to the final cross-sectional area of the billet; hence this can be very high for hot extrusion because material is much more ductile and required stresses are very low.
5. If R is the reduction ratio and r is a fractional reduction in area, then the relationship between R & r will be given as __________
a) R=r
b) R=1-r
c) R=1/(1-r)
d) R=1/r
View Answer
Explanation: Assume the initial area be Ai and the final area be Af, then the fractional reduction in the area will be:
-> r=1-(Af/Ai)
-> Now the reduction ratio will be equal to:
-> R=Ai/Af
-> So the relationship between them will be:
-> R=1/(1-r).
6. Find the extrusion pressure for the metal having extrusion constant 5*109. The initial and final cross-sectional area is 50 mm2 and 10 mm2?
a) 402 kN
b) 300 kN
c) 250 kN
d) 4864 kN
View Answer
Explanation: The extrusion pressure is given by:
-> P=kAiln(Ai/Af)
-> P=5*109* 50*10-6*ln(50/10)
-> P=402.35*103
-> P=402 kN.
7. The following schematic diagram shows the metal inside the extrusion chamber. Identify the dead zone.
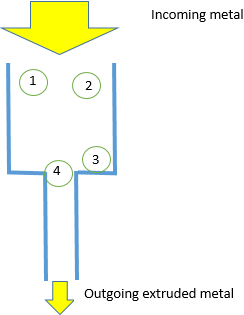
a) 1
b) 2
c) 3
d) 4
View Answer
Explanation: The dead zone is defined as the region in the die where if the metal is present, it will never undergo deformation because of its location. In this diagram, the position 3 is in the extreme corner, hence the metal at this place undergoes least deformation.
8. The Ugine-Sejournet process is associated with which of the following metal working process?
a) Forging
b) Rolling
c) Extrusion
d) Sheet metal forming
View Answer
Explanation: The Ugine-Sejournet process is related to extrusion in which molten glass is used as the lubricant and the twisted metal are generally nickel-based alloys.
9. In which of the following process, the friction between the billet and the die wall is minimum?
a) Direct extrusion
b) Impact extrusion
c) Hydrostatic extrusion
d) Tube drawing
View Answer
Explanation: In the hydrostatic extrusion, the pressurized fluid is used as the lubricant as well as the medium of force transmission. So, the friction between the wall and billet is negligible.
Sanfoundry Global Education & Learning Series – Mechanical Metallurgy.
To practice all areas of Mechanical Metallurgy, here is complete set of 1000+ Multiple Choice Questions and Answers.
If you find a mistake in question / option / answer, kindly take a screenshot and email to [email protected]
- Practice Metallurgical Engineering MCQs
- Apply for Metallurgical Engineering Internship
- Check Metallurgical Engineering Books
- Check Mechanical Metallurgy Books
