This set of Mechanical Metallurgy Multiple Choice Questions & Answers (MCQs) focuses on “Forging Defects”.
1. Which of the following forging hammer has the lowest velocity of impact?
a) Gravity drop hammer
b) Power drop hammer
c) Hydraulic press
d) HERF
View Answer
Explanation: The hydraulic press has the lowest velocity when it impacts the surface of the material, but the load delivered by hydraulic press is maximum. Speed is around 0.06 to 0.30 ms-1.
2. Which of the following forging hammer has the highest velocity on impact?
a) Gravity drop hammer
b) Power drop hammer
c) Hydraulic press
d) HERF
View Answer
Explanation: The HERF machine known as a High energy rate forging process. It has a very high delivery rate, so it is used for mass production of the smaller component at a very high speed.
3. For closed die forging which of the following hammer suits best?
a) Drop hammer
b) HERF
c) Power hammer
d) Blow hammer
View Answer
Explanation: The power hammer uses the advantage of gravity by falling on the workpiece by converting all the potential energy into kinetic energy. Along with that, the hammer is accelerated down with steam for ram so that total load delivery increases.
4. The counterblow hammer is competent solution to reduce the problem of ground shock and noise while using the forging hammer.
a) True
b) False
View Answer
Explanation: When the heavy forging hammer is dropped on the ground, it generates lot of shock and vibration on the ground, but the counterblow hammer takes advantage of this by using another that comes from opposite to counter the impact.
5. The cogging is related to which of the following metal working/forging operation?
a) Open die forging
b) Closed die forging
c) Press forging
d) Impact forging
View Answer
Explanation: The cogging is most straightforward metalworking process in which metal billet is pressed between the two dies to reduces the cross-section of the material without causing the shape change.
6. The coefficient of spread is not given by which mathematical expression?
a) S=Width elongation/ Thickness contraction
b) S=ln(w1/wo)/ln(ho/h1)
c) S=1-[length elongation/ thickness contraction]
d) S=length elongation/thickness contraction
View Answer
Explanation: The coefficient of spread is given as:
-> Width elongation/ Thickness contraction
-> S=ln(w1/wo)/ln(ho/h1)
By volume consistency of the material it will be given as the
-> 1-[ln(l1/l0)/ln(h0/h1)].
7. If the spread ratio coefficient of the particular metal under forging is 1, this indicates that _____
a) all the energy is gone in elongation
b) all the energy went in spread the width
c) the thickness of the material reached zero
d) the thickness of the material remains unchanged
View Answer
Explanation: When the spread ratio is one, it indicates that:
-> Width elongation/ Thickness contraction
-> S=ln(w1/wo)/ln(ho/h1)
-> 1=ln(w1/wo)/ln(ho/h1)
-> So, the change in width is equal to change in thickness.
8. If the spread ratio coefficient of the particular metal under forging is 0, this indicates that _____
a) all the energy is gone in elongation
b) all the energy has gone in spread the width
c) the thickness of the material reached zero
d) the thickness of the material remains unchanged
View Answer
Explanation: The spread ratio is given as:
-> Width elongation/ Thickness contraction
-> S=ln(w1/wo)/ln(ho/h1)
-> 0=ln(w1/wo)/ln(ho/h1)
For answer to be zero, the change in width should be zero because the denominator cannot be equal to zero. So, all the energy is gone into elongation of the material.
9. Which is the primary element to cause the hot shortness in the metal?
a) Oxygen
b) Carbon
c) Sulfur
d) Nitrogen
View Answer
Explanation: The high sulfur concentration while melting the metal can cause the pick up of these elements. The sulfur imparts the brittleness to steel and dangerous for the strength of the material.
10. The concave die is effective in reducing the secondary tensile stress in the material and also to avoid the central cracking.
a) True
b) False
View Answer
Explanation: The concave die helps in reducing the secondary tensile stress in the material. Also, the closed die forming is a helpful method because the compressive residual stress from the die surface causes the content to remain intact to the shape.
11. The given material shown in the figure, have certain inclusion in a specific direction. Choose the best direction for the forging of the material?
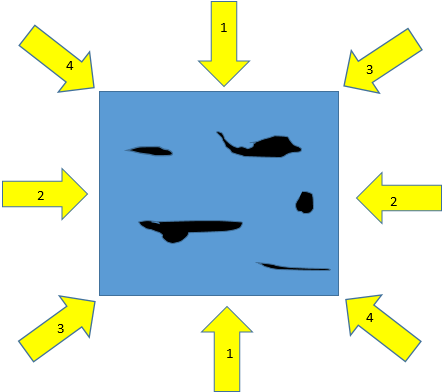
a) 1
b) 2
c) 3
d) 4
View Answer
Explanation: All the inclusion is moving from left to right or right to left. So, it is in horizontal plane. To avoid the breakage of the sample, the load should be applied in the transverse direction. In the given figure, it is indicated by the direction of “1”.
12. The flaking of forged material is due to the presence of which of the following element?
a) Oxygen
b) Hydrogen
c) Sulfur
d) Nitrogen
View Answer
Explanation: The large forging is often subjected to small cracks or flakes at the center of the forging. Flaking is associated with large hydrogen content associated with steel ingot.
13. The large-sized hot forging material is cooled very slowly after working.
a) True
b) False
View Answer
Explanation: The large-sized forged material is cooled slowly because due to its size, there is considerable temperature gradient that exists in the material, and if it is not cooled slowly, they may generate residual stress and crack might form in the material.
Sanfoundry Global Education & Learning Series – Mechanical Metallurgy.
To practice all areas of Mechanical Metallurgy, here is complete set of 1000+ Multiple Choice Questions and Answers.
If you find a mistake in question / option / answer, kindly take a screenshot and email to [email protected]
- Practice Metallurgical Engineering MCQs
- Check Metallurgical Engineering Books
- Check Mechanical Metallurgy Books
- Apply for Metallurgical Engineering Internship
