This set of Mechanical Metallurgy Questions & Answers for Exams focuses on “Creep & Stress Rupture – Creep Deformation Mechanism – 2”.
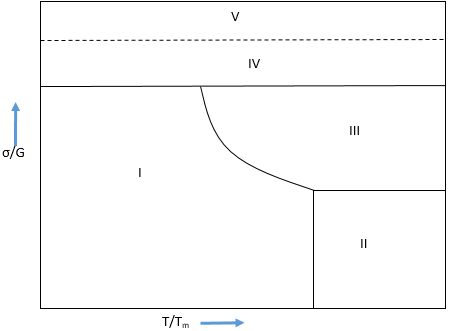
1. The following creep map is plotted with homologous stress and temperature, as shown in the region. The coble creep region is shown by region ________
a) I
b) II
c) III
d) V
View Answer
Explanation: The Coble creeps at the lower temperature and over a range of temperature, hence the region I indicate the right region for Coble creep.
2. The following creep map is plotted with homologous stress and temperature, as shown in the region. The Nabarro-Herring creep region is shown by region ________
a) I
b) II
c) III
d) V
View Answer
Explanation: The Nabarro-Herring is dominating at a higher temperature and lower stress values, So the region indicates the Nabarro-Herring creep mechanism region.
3. The following creep map is plotted with homologous stress and temperature, as shown in the region.
The Dislocation glide region is shown by region ________
a) I
b) II
c) III
d) IV
View Answer
Explanation: The dislocation glide is pure mechanical deformation of the material; there is minimal diffusion associated with dislocation glide. Hence this region will have a very high-stress value and range in the entire temperature range.
4. If the strain rate on the material increases, the Coble creep region of the creep map will _________
a) increase and the curve will shift upwards
b) increase and the curve will shift towards the right
c) decrease and the curve will shift downwards
d) decreases and the curve will shift towards left
View Answer
Explanation: As the strain rate increases, the dislocation creep and Nabarro-Hearing region shrinks and the coble curve shifts towards right and span over the broader range in the creep map.
5. The steady-state creep activation energy is given by the Arrhenius type rate equation ε = Ae-(Q/RT), where,
Q = activation for rate-controlling step
A = pre-exponent complex constant containing the frequency of vibration of the flow unit
T = absolute temperature
R = Universal gas constant
The slope of the equation for log ε vs. log T plot will be equal to __________
a) Q/R
b) Q/2.3R
c) A/Q
d) A/2.3R
View Answer
Explanation: The equation is ε = Ae-(Q/RT)
Taking log on both sides, log ε = Q/eRT log A
The slope will be given by the Q/eR; where the value of e=2.3
So, the slope of the equation will be equal to Q/2.3R.
6. The activation energy of creep for a pure metal at high temperature is equal to activation energy of _____________
a) interstitial diffusion
b) substitutional diffusion
c) self-diffusion
d) grain growth
View Answer
Explanation: The extensive correlation of creep and diffusion data of pure metal shows that their activation energy for high-temperature creep is equal to the value of self-diffusion of atoms of the same metal in the crystal lattice.
7. The creep deformation rate of gamma iron is higher than alpha iron because the gamma iron is high-temperature phase.
a) True
b) False
View Answer
Explanation: The creep rate is strongly dependent on the self-diffusion of lattice atoms. The self-diffusion rate of alpha iron is much higher than gamma iron, So the creep rate of alpha iron is also higher than gamma iron.
8. The two necessary conditions for superplasticity is higher temperature and low strain rate of deformation.
a) True
b) False
View Answer
Explanation: The superplasticity is associated with high strain rate sensitivity of the material. This behavior is generally observed above 0.5Tm and at a very low strain rate.
9. The applied flow stress to cause the superplasticity of the material has to be ___________
a) very large
b) large
c) small
d) very small
View Answer
Explanation: Along with having the low strain rate, the flow stress is also very low to cause the superplasticity in the material. The elongation as high as 1000% can be achieved under this state.
10. The superplasticity is reduced by the presence of the second phase particle in the matrix.
a) True
b) False
View Answer
Explanation: Superplasticity is achieved by a very fine grain of order a few microns because it allows the relative movement between the grain without fracturing the material. The presence of the second phase particle restricts the grain growth at elevated temperature, hence improving the superplasticity behavior of the material.
11. The grain shape in the superplastic material is generally __________ and remains ___________ even after deformation.
a) elongated, equiaxial
b) acicular, elongated
c) equiaxial, equiaxial
d) irregular, elongated
View Answer
Explanation: Superplastic material is equiaxle in nature and remains equiaxle even after deformation. This is because equiaxed grain provides the uniformity of structure and prevents the premature breaking of the sample.
12. The strain rate sensitivity (m) in the superplastic material is __________
a) 0
b) 1
c) 0.5
d) 10
View Answer
Explanation: The stress-dependent power law for superplastic material have n=2; hence, the strain rate sensitivity becomes 0.5. The predominant mechanism for superplastic deformation is grain boundary sliding accommodated by slip.
Sanfoundry Global Education & Learning Series – Mechanical Metallurgy.
To practice all exam questions on Mechanical Metallurgy, here is complete set of 1000+ Multiple Choice Questions and Answers.
If you find a mistake in question / option / answer, kindly take a screenshot and email to [email protected]
- Check Mechanical Metallurgy Books
- Practice Metallurgical Engineering MCQs
- Check Metallurgical Engineering Books
- Apply for Metallurgical Engineering Internship
