This set of Mechanical Metallurgy Multiple Choice Questions & Answers (MCQs) focuses on “Deformation, Lubrication and Defects in Extrusion”.
1. The maximum possible reduction in the cross-section area of the wire in a single pass of cable in case of ideal plastic material is equal to ________
a) 50%
b) 63%
c) 74%
d) 68%
View Answer
Explanation: Mathematically ideal deformation of a perfectly plastic material is given by:
-> σd=Y.ln(Ai/Af)
where the σd is the applied draw stress to cause deformation, Y is yield strength, Af & Ai is initial and final cross sectional area of wire.
Now the maximum allowable stress that a wire can sustain without elongating locally will be equal to yield stress. (If applied stress exceeds the yield stress, the wire will elongate non-uniformly and leads to premature breaking)
-> Y=Y.ln(Ai/Af)
-> ln(Ai/Af)=1
-> Ai/Af=e
-> The reduction in cross sectional area = Ai– Af/ Ai
-> 1-(1/e) = 0.63; (e=2.71)
So, even if the efficiency is 100%, the maximum possible reduction will be equal to 63%.
2. The cracking occurring during the hydrostatic extrusion at low temperature is known as the ______
a) crater effect
b) chevron effect
c) bamboo effect
d) earing defect
View Answer
Explanation: The bamboo effect is occurring due to sticking of the workpiece with the die surface. When the material sticks at the die end, the required stress to keep extrusion going increases rapidly, and this excessive stress causes the failure in the content.
3. The Mannesmann process is related with ___________
a) deep drawing
b) forging
c) rolling
d) extrusion
View Answer
Explanation: The Mannesmann process is extrusion process. It has rotary piercing of steel and copper billets supported by barrel shape driven roll for dimension control.
4. The Mannesmann process is used to make __________
a) thin wire
b) plates
c) seamless pipe
d) coins
View Answer
Explanation: The Mannesmann process is extrusion process used to make seamless pipes of steel and copper which are driven by supporting billet shape rolls for dimension control.
5. The drawn thin wire is heat-treated to produce fine pearlite grain structure so that optimum strength and ductility can be obtained. This process of heat treatment is known as __________
a) carburising
b) patenting
c) bucking
d) trimming
View Answer
Explanation: The patenting is a heat treatment process which is carried out on extrusion wire to provide optimum strength and ductility by forming fine pearlite structure.
6. The hardness of the die material should always be _________ the workpiece used for processing.
a) greater than
b) lesser than
c) equal to
d) no relation
View Answer
Explanation: The hardness of die should always be higher than the workpiece because if the hardness is low, even before the deformation starts in the workpiece, the die itself will distort due to low hardness value.
7. If the extrusion ratio of the material used is increased by two times, the required extrusion pressure _____________
a) increases by four times
b) reduces by half
c) increases by two times
d) decreases by four times
View Answer
Explanation: The extrusion pressure is directly propositional to the extrusion ratio of the material extruded. So, if the extrusion ratio is increased by two times, then the pressure will also increase by two times.
8. Which of the following type of die gives the best surface finish after processing?
a) Continuous die
b) Complex die
c) Conical die
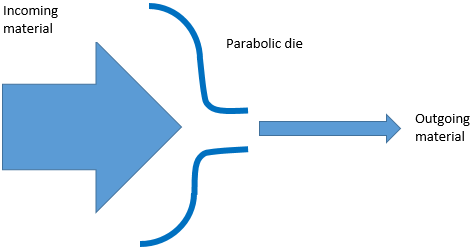
d) Parabolic die
View Answer
Explanation: The concave shape of entry gives sufficient compressive stress to force the material in cavity without causing surface cracks and the exit convex shape avoids the build-up of residual stress in the final product. This is reason that the parabolic dies have superior surface finish compared to other die shapes.
9. A steel bar of the initial cross-section area of 200 mm2 is extruded with extrusion ratio of 8. Find the final cross-sectional area of the bar?
a) 100 mm2
b) 25 mm2
c) 75 mm2
d) 1000 mm2
View Answer
Explanation: The extrusion ratio is defined as:
-> R=Initial area/final area
-> 8=200/final area
-> Final area=25 mm2
So, the final cross-sectional area is 25 mm2.
10. A steel bar of the initial diameter of 20 mm is extruded with extrusion ratio of 8. Find the final diameter of the bar?
a) 10 mm
b) 7 mm
c) 15 mm
d) 100 mm
View Answer
Explanation: The extrusion ratio is defined as;
-> R=Initial area/final area
-> R=π D02/π Df2
-> R=D02/Df2
-> 8=(20)2/Df2
-> Df2=50
-> Df=√50 = 7.071 mm
The final diameter of the bar will be 7.017 mm.
Sanfoundry Global Education & Learning Series – Mechanical Metallurgy.
To practice all areas of Mechanical Metallurgy, here is complete set of 1000+ Multiple Choice Questions and Answers.
If you find a mistake in question / option / answer, kindly take a screenshot and email to [email protected]
- Practice Metallurgical Engineering MCQs
- Apply for Metallurgical Engineering Internship
- Check Mechanical Metallurgy Books
- Check Metallurgical Engineering Books
