This set of Mechanical Metallurgy Multiple Choice Questions & Answers (MCQs) focuses on “Sheet-Metal Forming – Stretch Forming”.
1. The washer for the mechanical joint is an example of which of the following process?
a) Progressive forming
b) Piercing
c) Punching
d) Blanking
View Answer
Explanation: The washer is made of this shape as shown in the figure: Hence in washer manufacturing, the blanking and piercing take place together, so it is called progressive forming.
2. The rubber hydroforming is the method to manufacture the rubber or the polymer part by deformation.
a) True
b) False
View Answer
Explanation: The rubber hydroforming is the method in which the rubber is used from one end of the die to uniformly transmit the load to sheet metal part. This prevents the wear of metal at the Sharpe bends. It is also known as Guerin process.
3. The tank head is manufactured by which of the following sheet metal forming process?
a) Wrap forming
b) Rubber forming
c) Spinning
d) Wiper type bending
View Answer
Explanation: In the spinning operation, the sheet metal is rotated at very high speed and with machine tool or manually the sheet is deformed into the desired shape. It is used for making symmetric and circular objects.
4. For ductile material to cause shearing, the penetration of tool along the thickness should be _____ whereas for brittle material it is ________
a) high, low
b) low, high
c) low, moderate
d) moderate, high
View Answer
Explanation: In shearing process, the tool penetrated the sheet metal along its thickness; this causes the shearing and complete breaking of the sample. So, if the material is brittle on small penetration the material will shear off whereas on the ductile metal more considerable penetration will be required.
5. The clearance between the stationary blade and moving blade should always be low to obtain a smooth fractured surface.
a) True
b) False
View Answer
Explanation: There is an optimum level of clearance which needs to be provided to get the smooth fractured surface. This depends upon the plane on which the fracture takes place concerning tool position.
6. The maximum shear force required to cause the fracture on any metal surface is empirically defined as _____________
(Where σu – ultimate tensile strength of the metal, h-sheet thickness, L- total length of the sheared edge)
a) σuhL
b) 0.5σuhL
c) 0.7σuhL
d) σuh/L
View Answer
Explanation: It has been empirically determined that the shear force required will increase with tensile strength, thickness and fracture length and the proportionality constant is 0.7,
-> Pmax=0.7σuhL
7. A steel sheet of thickness 25 mm is sheared with a knife, and the fracture length is 50 mm. Find the shear force required, if the tensile strength of steel is 250 MPa?
a) 500 kN
b) 250 kN
c) 218 kN
d) 238 kN
View Answer
Explanation: The shear force needed to cause the fracture will be:
-> Pmax=0.7σuhL
-> 0.7*250*106*25*50*10-6
-> 218750 N = 218.7 kN.
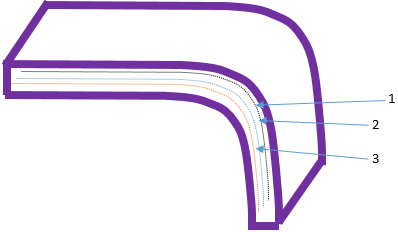
8. The following diagram shows the steel plate bend along its edge plastically. The neutral axis (an axis with zero strain) will be indicated by which of the following _______ (where line 2 is in the centre of the sheet).
a) 1
b) 2
c) 3
d) Need further information
View Answer
Explanation: When the material is deforming elastically, the neutral axis remains in the midline along the thickness, but when the material is deformed, the outer surface is plastically distorted in tensile stress, whereas the inner surface deforms in compression. So the neutral axis shifts below the mid-point line.
9. The conventional strain along the length of the sheet which is subjected to bending is given as ____
Assume height of sheet is h and radius of the bend is R.
a) R/h
b) 1/[(2R/h) +1]
c) 1/(R+h)
d) R+h/h
View Answer
Explanation: When the sheet metal is bent, the outer surface elongates whereas the inner surface compresses. This generates strain on the inner and outer surface of equal magnitude but opposite in sign. This strain is calculated to be equal to 1/[(2R/h) +1].
10. If the minimum bend radius of the material is small, this indicates that the ________
a) Metal is highly ductile in nature
b) Metal is highly brittle in nature
c) Metal will easily crack on bending
d) Metal will have high tensile strength
View Answer
Explanation: The minimum bend radius is the minimum radius of curvature to which the metal can be bend without causing fracture of surface cracks. Hence, if the metal is extremely ductile the minimum bend radius can be close to zero also, and for brittle metal, it will be very high.
11. In which of the following method, the female die is not required?
a) Sheet metal rolling
b) Tube extrusion
c) Stretch forming
d) Pressure die forging
View Answer
Explanation: In stretch forming, the sheet metal is mounted on the curvature tome shaped support and single die is rolled over the surface to shape the material into the desired shape.
12. The orange peeling effect of the deep-drawn cup can be eliminated most effectively by _______
a) Increasing the thickness of the sheet
b) Decreasing the thickness of sheet
c) Using large grain size sheet
d) Using smaller grain size sheet
View Answer
Explanation: The sheet metal with larger grain size on deformation tends to behave differently to different amount of load. The larger size grain is less likely to align themselves along the curvature of deep drawn cup, this causes surface irregularity and peeling of surface in extreme case. So this can be avoided by using small grain size sheet which can be easily aligned along the deep cup curvature.
13. The base of heavy machinery is made by which of the following metal?
a) Stainless Steel
b) Mild steel
c) Cast iron
d) Nickel
View Answer
Explanation: The cast iron has graphite flakes present in it, which acts as the stress absorber, hence the vibration is absorbed and dumping capacity is improved.
14. The motor vehicle crank shaft is made by which of the following method?
a) Forging
b) Casting
c) Extrusion
d) Sheet metal formation
View Answer
Explanation: The crank shaft undergoes repeated loading cycle, so the directional arrangement of grain has to be avoided. Hence, the forging is the best possible method to produce the crank shaft.
Sanfoundry Global Education & Learning Series – Mechanical Metallurgy.
To practice all areas of Mechanical Metallurgy, here is complete set of 1000+ Multiple Choice Questions and Answers.
If you find a mistake in question / option / answer, kindly take a screenshot and email to [email protected]
- Check Mechanical Metallurgy Books
- Practice Metallurgical Engineering MCQs
- Apply for Metallurgical Engineering Internship
- Check Metallurgical Engineering Books
