This set of Mechanical Metallurgy Multiple Choice Questions & Answers (MCQs) focuses on “Metals – Hot Rolling”.
1. A roll diameter of 300 mm has a maximum possible reduction of 3 mm, find the angle of bite for the process?
a) 10.25
b) 5.71
c) 18.32
d) 89.25
View Answer
Explanation: Δh=u2 R; where u is coefficient of friction, and R is roll diameter.
-> 3=u2(300)
-> √(1/100)=u
-> So the coefficient of friction is 0.1
-> The angle of the bite is u=tan(θ)
-> 0.1=tan(θ)
-> θ=5.71.
2. If the thick slab needs to be directly reduced into thin sheet, which of the following is the best rolling mill to use?
a) Two high mill
b) Four high mill
c) Planetary mill
d) Continuous mill
View Answer
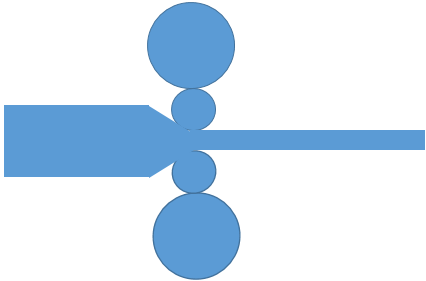
Explanation: The planetary mill consists of mains rolls backed up with supporting rolls in a circular arrangement. This arrangement is different from stand mill where the roll is on top of each other.
3. In the case of four stands high mill, the diameter of the backing roll is ___________ the primary roll which remains in contact with workpiece.
a) larger than
b) smaller than
c) same as
d) depends upon the application
View Answer
Explanation: The diameter of the backup roll is always higher than the primary roll in case of four stands high mill.
4. In the rolling of thick plates and sheets, the friction angle and angle of the bite are always equal to each other.
a) True
b) False
View Answer
Explanation: The equality of friction angle and angle of bite is the limiting condition for rolling. The angle of bite is defined by roll diameter and sheet thickness, whereas friction angle is determined by the coefficient of friction between the rolls and workpiece.
5. Let angle of friction be equal to FA, and angle of bite be AB, the necessary condition for rolling to occur is ___________
a) FA=AB
b) FA>AB
c) FA<AB
d) Rolling occurs on every possible angle
View Answer
Explanation: The necessary condition for rolling to occur is that friction angle should be higher than the angle of bite. Because, then only the workpiece will be drawn inside the roll for further process.
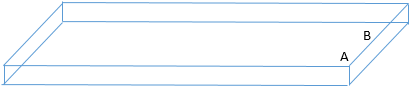
6. The following figure shows a rolled sheet (After rolling) The region A shows the end of plate and B shows the center of plate, the nature of forces in this region will be ________
a) A-Compressive, B-Compressive
b) A-Tensile, B-Tensile
c) A-Tensile, B-compressive
d) A-Compressive, B-Tensile
View Answer
Explanation: Overall, the rolling is a compressive process in which the entire dimension of sheet is compressed, and the shape of material resists this change. So this mismatch is accommodated by tensile stress on the surface and compressive stress in the center.
7. A sheet of thickness 200 mm is rolled in a roller with roll diameter of 300 mm. If the coefficient of friction between the roll and sheet is 0.1. Find the minimum number of passes required to reduce the thickness of sheet to 180 mm?
a) 2
b) 5
c) 7
d) 9
View Answer
Explanation: The maximum possible reduction in a single pass will be given by:
-> Δh=u2R
-> Δh=(0.1)2 * 300
-> 3 mm
So, in a single pass, the reduction in height is 3mm. So, after seven passes, the height will reduce to 21 mm.
8. If the sheet is rolled along certain direction of rolling, the grain will deform in the sheet. The maximum deformation of grains occurs at the _____________
a) centre of sheet
b) surface of sheet
c) beginning of sheet
d) end of sheet
View Answer
Explanation: The grain at the surface of sheet undergoes maximum elongation along the rolling direction. While the grain at the center tend to remains as it will be before rolling.
9. The total number of rolls involved in a three-high mill is _______
a) 2
b) 3
c) 4
d) 10
View Answer
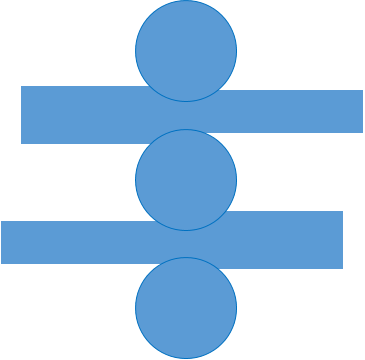
Explanation: Three high mills are shown in the below figure:
So total three rolls are there with 2 active strips being rolled in it.
10. The total number of sheets which can be rolled together in a four high mill is equal to _________
a) 1
b) 2
c) 3
d) 4
View Answer
Explanation: The four high mill consists of a larger roll and a smaller roll in the top as well as in the bottom. The lower roll is supported by big roll and only a single sheet, at a time can be rolled in the mill.
Sanfoundry Global Education & Learning Series – Mechanical Metallurgy.
To practice all areas of Mechanical Metallurgy, here is complete set of 1000+ Multiple Choice Questions and Answers.
If you find a mistake in question / option / answer, kindly take a screenshot and email to [email protected]
- Apply for Metallurgical Engineering Internship
- Check Metallurgical Engineering Books
- Check Mechanical Metallurgy Books
- Practice Metallurgical Engineering MCQs
