This is a PLC Program to Heat and Bend Glass Tubes.
Problem Description
Heated glass tubes are passing in a process line having a particular length which are to be bent. To manufacture fluorescent bulbs, these tubes are to be bent in U-Shape. Automate this process in PLC using Ladder Diagram programming language.
Problem Diagram
Problem Solution
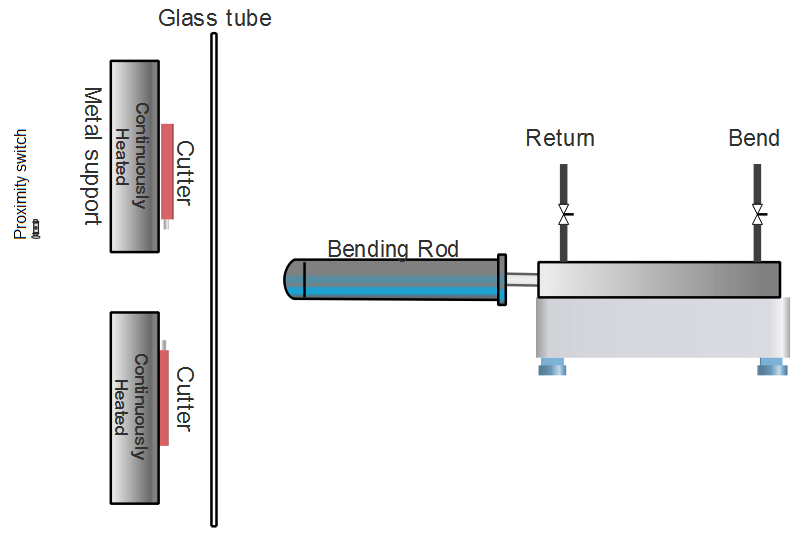
- Diagram is an example of how bending process is done.
- Pneumatic operated rod moves in right and left direction which forces glass tube to bend through metal support.
- Metal support is continuously heated so that glass tubes do not break while bending.
- When bending is done, two cutters are used to cut the bent glass tube.
- Proximity switch detects a length to be cut by the cutter.
- Metal support are mounted close to each other such that only bending rod and glass tube together can pass through it.
- Metal support is not exactly square as shown in the diagram, it has curvy ends for smoother bending operation.
PLC Program
Here is PLC program to Heat and Bend Glass Tubes, along with program explanation and run time test cases.
List of Inputs and Outputs I:1/14 = Start (Input) I:1/15 = Stop (Input) O:2/15 = master Coil (Output) I:1/0 = Glass presence detector (Input) I:1/1 = Glass length detector (Proximity) (Input) O:2/0 = Bend (Air supply) (Output) O:2/1 = Cutter (Output) O:2/2 = Return (Air supply) (Output) O:2/3 = Current supply (To heat metal support) (Output) O:2/14 = Timer coil (Output) T4:0 = Timer for cutter (Timer)
Ladder Diagram to automate bending operation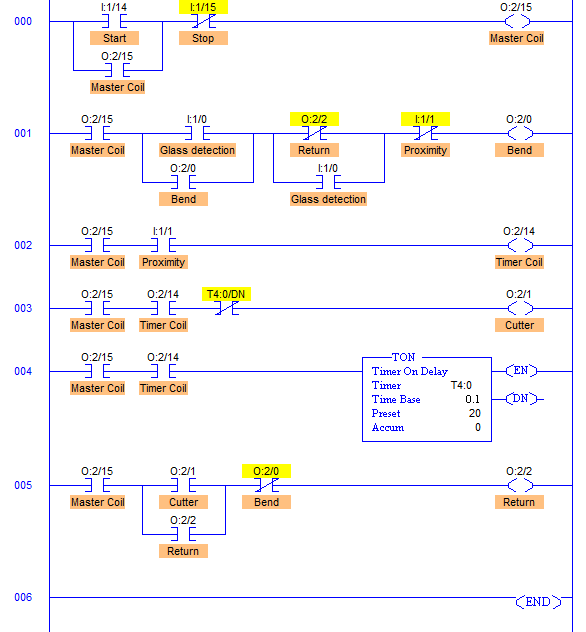
advertisement
advertisement
Program Description
- RUNG001 is to supply air to move rod toward left when Glass Tube is detected by I:1/0. This air supply is provided through air regulator which is controlled by contactor or an SCR firing circuit which is fired when Input I:1/0 goes true.
- Air supply is provided till fixed length of bent glass is detected by Proximity I:1/1.
- RUNG002, RUNG003 and RUNG004 are to operate cutter. Cutter is activated when I:1/1 goes high that is when desired length is detected. Timer is used to stop cutter after 2secs (assuming cutter takes approx. 2secs to cut the bent tube).
- When timer is over, T4:/0DN goes high turning cutter off and activating Return O:2/2. This is again operated by air supply through air regulator. When O:2/2 is activated, air supply from Bend is diverted to Return to take the rod back to its normal position.
- In case of malfunction, when both Bend and Return are energized together, it does not let rod move in any direction. To avoid this, interlocking is provided to Bend and Return operating rungs so that air supply is fed to perform any one operation, either Bend or Return.
Runtime Test Cases
Inputs Outputs Physical Elements I:1/0 = 1 O:2/0 = 1 Air Supply to Bend I:1/1 = 1 O:2/0 = 0, O:2/1 = 1 Withdraw Air Supply from Bend, Activate Cutter T4:0/DN = 1 O:2/1 = 0 Deactivate Cutter T4:0/DN = 1 O:2/2 = 1 Air Supply Return I:1/0 = 1 O:2/2 = 0 Withdraw Air Supply from Return
Sanfoundry Global Education & Learning Series – PLC Algorithms.
To practice all PLC programs, here is complete set of 100+ PLC Problems and Solutions.
