This is a PLC Program to Jump to Other Process.
Problem Description
Implement Jumping from one process to another process in PLC using Ladder Diagram programing language.
Problem Solution
- This type of operation is most widely used in hazardous area where some action must be taken immediately despite of the status of currently running process.
- Use JMP instruction to perform this task.
- This Jump instruction does not differ from any Microcontroller Jump instruction, this Jump instruction also must be used with LBL (Label) instruction.
- Simply explaining, when JMP is activated, all the outputs between JMP and LBL are disabled until this is active. By saying ‘all outputs’, it does not include latch –(L)– outputs.
PLC Program
Here is PLC program to Jump to Other Process, along with program explanation and run time test cases.
List of Inputs and Outputs I:1/0 = Input to Jump to Label (Input) I:1/1 = Input A (Input) I:1/2 = Input B (Input) I:1/3 = Input C (Input) I:1/4 = Sensor Input (Input) O:2/0 = Output 0 (Output) O:2/1 = Output 1 (Output) O:2/2 = Output 2 (Output) O:2/3 = Output 3 (Output) Q2:0 = Jump (JMP and LBL) (I/O)
Ladder Diagram to perform Jumping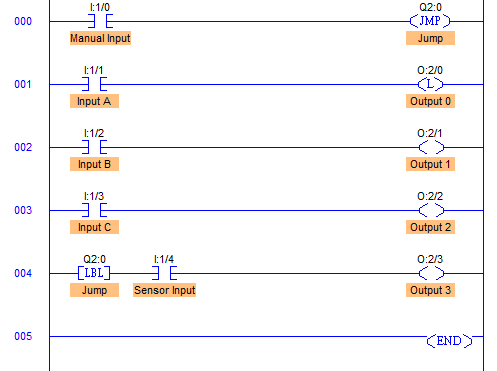
Program Description
- RUNG000 comprises of a Manual input which may be a toggle button or sensor output by which operation is performed.
- Until I:1/0 is pressed, JMP does not energize, that means program is being scanned rung by rung and it does not affect program or process at all.
- When I:1/0 is pressed, program is directly jumped to the LBL and scans RUNG004.
- If Sensor Input I:1/4 is true, it energizes O:2/3 turning ON Output 3.
- As long as JMP is energized, all the output between JMP and LBL rungs are skipped and Input I:1/1 to I:1/3 do not affect O:2/0 to O:2/2 at all.
- Important thing to note here is that if Latch Output is used between JMP-LBL rungs and is active then it is not unlatched when JMP energizes.
Runtime Test Cases
Fig.1 -Output O:2/0 is latched even if JMP is energized.
Fig.2 -When Sensor Input is TRUE and JMP is energized.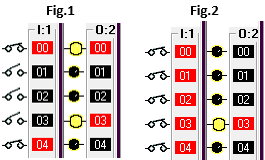
advertisement
advertisement
Sanfoundry Global Education & Learning Series – PLC Algorithms.
To practice all PLC programs, here is complete set of 100+ PLC Problems and Solutions.
