This is a PLC Program to Remove Empty Detected Bottle on Conveyor.
Problem Description
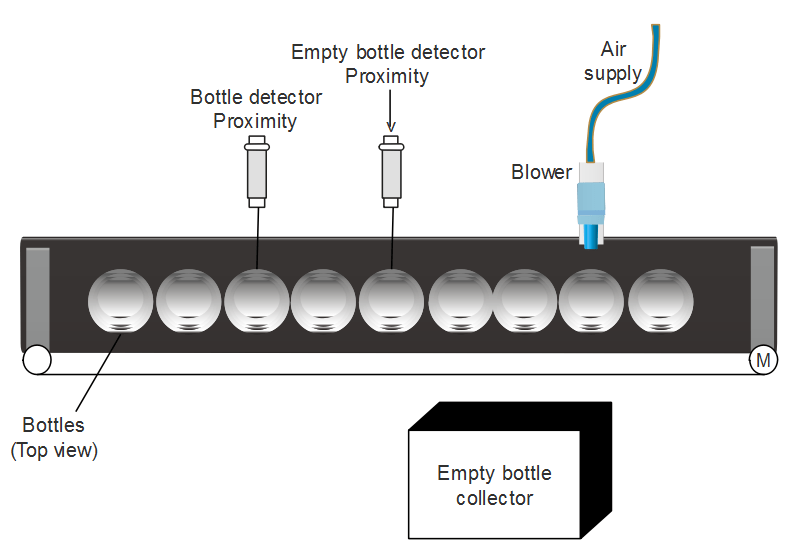
After filling process, bottles are moved on the conveyor belt for packing process. Detect if any empty bottle is left on the conveyor and remove it from the conveyor. Implement automation of this in PLC using Ladder Diagram programming language.
Problem Diagram
Problem Solution
- Proximity sensors are used to detect bottles.
- One proximity is calibrated such that it detects all the bottles passing on the conveyor. And other proximity is used such that it detects only empty bottle.
- Use Bit Shift Register to shift a bit which is set when an empty bottle is detected.
- Use a piston or blower is used to throw an empty bottle out of the conveyor.
PLC Program
Here is PLC program to Remove Empty Detected Bottle on Conveyor, along with program explanation and run time test cases.
List of Inputs and Outputs I:1/0 = Start (Input) I:1/1 = Stop (Input) I:1/2 = Bottle Proximity (Input) I:1/3 = Empty bottle proximity (Input) O:2/0 = Master coil / Run (Output) O:2/1 = Conveyor motor (Output) O:2/2 = Blower (Output) BSL = Bit shift left instruction (Logical) B3:0 = Bit shift Register (Register) B3:0/3 = Bit to energize capping machine (Bit) R6:0 = Control register (Register)
Ladder diagram to accomplish removing of empty bottle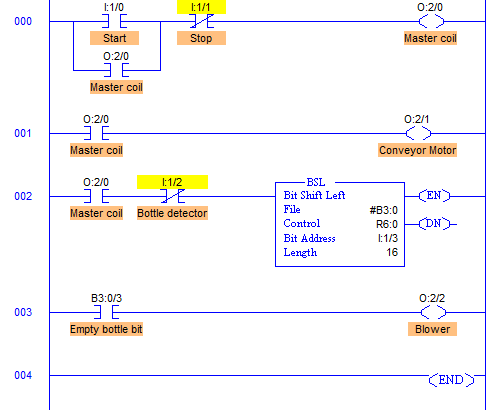
advertisement
advertisement
Program Description
- When the system is started, conveyor motor coil with address O:2/1 is energized.
- RUNG002 and RUNG003 are used to operate bit shift register and Blower with address O:2/2.
- Whenever conveyor motor is in RUN mode, empty bottles detected by the proximity sensor with input I:1/3, it sets B3:0/0 bit and is shifted left every time a bottle is detected by bottle proximity with address I:1/2.
- From proximity to blower, distance is 4 steps. Hence bit B3:0/3 of B3:0 register is used to operate blower.
- When B3:3/0 bit is set that is when empty bottle is detected by input I:1/3, after 4 steps, blower is activated and the empty bottle is removed.
Runtime Test Cases
Inputs Output Physical Elements I:1/0 = 1 (Start PB) O:2/1 = 1 Run conveyor motor I:1/3 = 1 B3:0/0 = 1 Set first bit of bit register I:1/2 = 1 BSL = 1 Shift bit to left B3:0/3 = 1 O:2/2 = 1 Activate blower
Sanfoundry Global Education & Learning Series – PLC Algorithms.
To practice all PLC programs, here is complete set of 100+ PLC Problems and Solutions.
