This is a PLC Program to Detect Burned Chips and Remove Them.
Problem Description
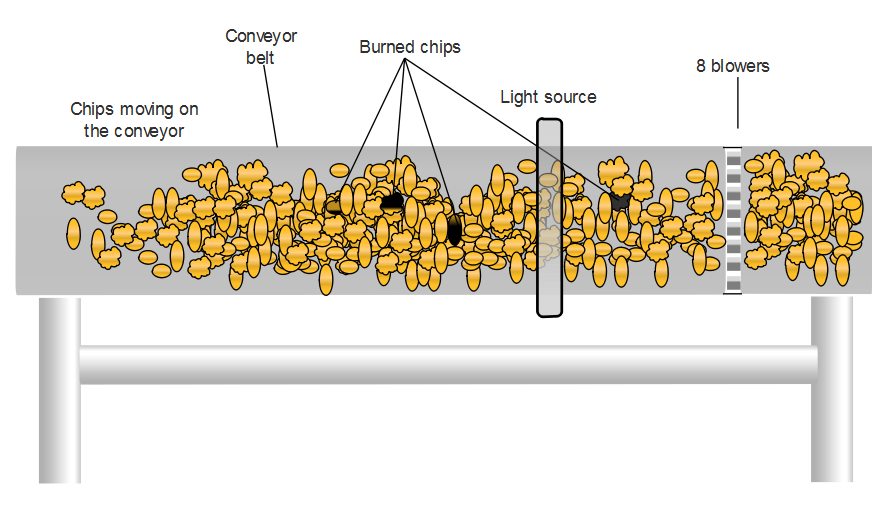
Potato chips are made and ready to be packed. But before that, it goes through a conveyor in which final quality check is done, burnt chips are detected and removed from the process line. Implement automation of this process in PLC using Ladder Diagram programming language.
Problem Diagram
Problem Solution
- To detect burned chips, light source and sensors are used.
- Light source is used so light detectors such as Light Dependent Resistors are used to detect the burned chips.
- Blowers are used to throw burned chips away from the conveyor when detected.
- There are total number of 8 blowers. Number of blowers to be used depends on the width of a conveyor belt.
- Time measurement of an event to take place can be used here to measure what time burned chips take to reach from light source to blowers when detected.
- Set this time as preset of a timer to operate particular blower.
- There are 8 blowers, so 8 light detecting circuits must be used in order to operate all blowers.
- Let us assume we are using Light Dependent Resistor. To use this resistor, threshold has to be set that is darkest color to be passed as a good quality product. If chips are darker than the desired level, light source detects it and activates corresponding circuit.
- So output of this circuit is normally high and to activate blower, normally low logic has to be set while programming or we can even invert output from LDR circuit.
PLC Program
Here is PLC program to Detect Burned Chips and Remove them, along with program explanation and run time test cases.
List of Inputs and Outputs I:1/14 = Start (Input) I:1/15 = Stop (Input) O:2/15 = Master Coil (Input) O:2/8 = Conveyor (Output) O:2/9 = Light Source (Output) I:1/0 to I:1/7 = Light Dependent Resistors (Input) B3:0/0 to B3:0/7 = Bit latching (Bits) O:2/0 to O:2/7 = Blowers (Output) T4:0 = Timer to activate blower after 1sec (Timer)
Ladder diagram to accomplish quality control by removing defected chips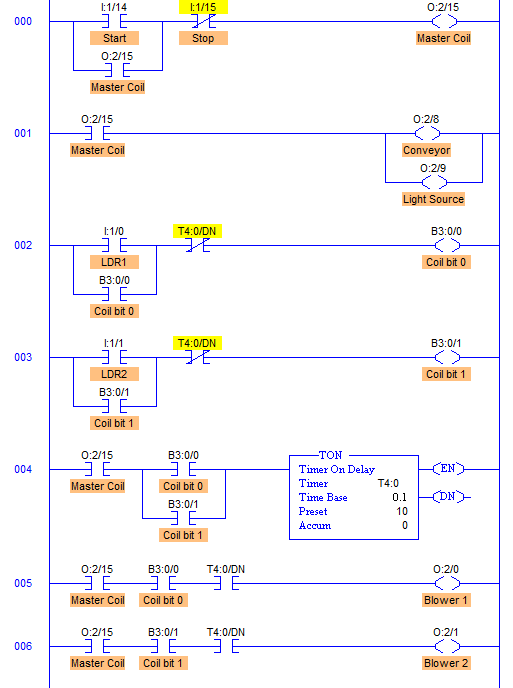
advertisement
advertisement
Program Description
- RUNG001 operates conveyor and light source. When Start PB is pressed, it energizes conveyor motor coil and light source.
- There are total 8 LDR circuits are mounted next to each other. LDR1 activates Blower1, LDR2 activates Blower2 and so on.
- Ladder diagram has shown just two LDRs and Blowers. Further programming for all other blowers and LDRs remain same.
- When any defected part is detected, for example if LDR1 detects a defected part, then it latches the corresponding coil bit B3:0/0 which in turn activates timer.
- 1sec is assumed time taken by a part to reach from Light Source to Blower and hence timer has preset 10.
- When 1sec is over, it activates Blower1 with address O:2/0. Blower energizes and immediately de-energizes giving just a push to detected part.
- Similarly it works for all LDR circuits.
- Many PLCs provide Time Base of 0.01 which may be used for more accuracy.
Runtime Test Cases
Inputs Outputs Physical Elements I:1/14 = 1 O:2/8 = O:2/9 = 1 Run conveyor and turn ON lights I:1/0 = 1 & T4:0/DN = 1 O:2/0 = 1 (Momentarily) Blower1 energizes momentarily I:1/1 = 1 & T4:0/DN = 1 O:2/1 = 1 (Momentarily) Blower2 energizes momentarily ____________________Similarly all other blowers are operated______________________
Sanfoundry Global Education & Learning Series – PLC Algorithms.
To practice all PLC programs, here is complete set of 100+ PLC Problems and Solutions.
