This is a PLC Program to Operate 4 Outputs Simultaneously with Time Delay.
Problem Description
There are total four number of outputs which should be run one by one with a particular time delay. Implement this in PLC using Ladder Diagram programming language.
Problem Solution
- Generate Master Start and Stop buttons to activate the sequence and define four outputs.
- Use TON timer to generate a particular time delay, same or different.
- Use Done bit of first timer to energize other output and activate second timer.
- Repeat this process until the final output is energized and last timer is activated.
- Reset timers after the completion of first cycle if necessary.
- Use LEDs as output to test the program.
PLC Program
Here is PLC program to Operate 4 Outputs Simultaneously with Time Delay, along with program explanation and run time test cases.
List of Inputs and Outputs I:1/0 = Master Start (Input) I:1/1 = Master Stop (Input) O:2/4 = Master Coil (Output) O:2/0 = Output0 (Output) T4:0 = Output0 Timer (Timer) O:2/1 = Output1 (Output) T4:1 = Output1 Timer (Timer) O:2/2 = Output2 (Output) T4:2 = Output2 Timer (Timer) O:2/3 = Output3 (Output) T4:2 = Output3 Timer (Timer)
Ladder Diagram to solve this problem
Program Description
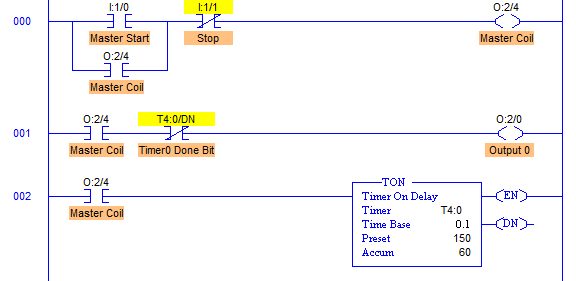
- RUNG000 again here is to create Master Start and Stop coil with address O:2/4.
- RUNG002 comprises Timer0 T4:0 with 15secs of Time Delay which is used to de-energize O:2/0 output0 after 15secs.
- When Master Start I:1/0 is momentarily pressed, output master coil O:4/4 is latched energizing the Output0 O:4/0 and activating Timer0.
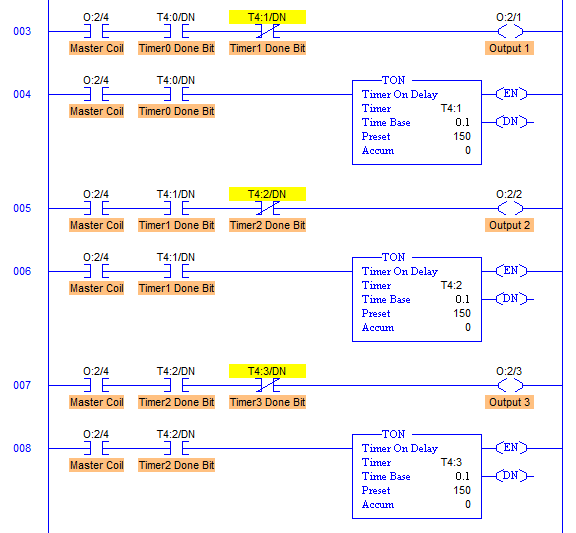
- When Timer counts upto 15secs, Timer Done bit goes high turning off the Output0 and energizing Output1 O:2/1.
- This process gets repeated till the end.
- All the timers have the same preset value here so all the outputs remain ON for 15secs.
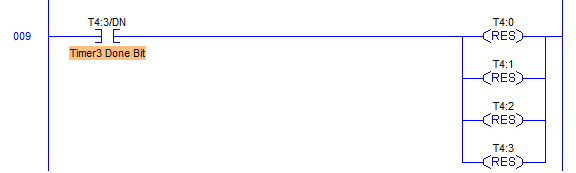
- To repeat this entire system again automatically, all the timers must be reset when Timer3 is done counting and generates T4:3/DN bit as shown in diagram below (RUNG009 of main program).
advertisement
advertisement
Runtime Test Cases
First 15secs after Start is pressed
After 15secs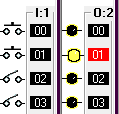
After 30secs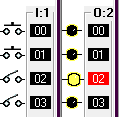
After 45secs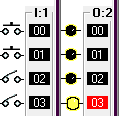
Sanfoundry Global Education & Learning Series – PLC Algorithms.
To practice all PLC programs, here is complete set of 100+ PLC Problems and Solutions.
If you find any mistake above, kindly email to [email protected]
