This is a PLC Program to Control Level of Series Tanks.
Problem Description
Two tanks are connected with each other through a pipeline in series. Level of both tanks is to be controlled. Implement this operation in PLC using Ladder Diagram programming language.
Problem Diagram
Diagram showing tanks in series operation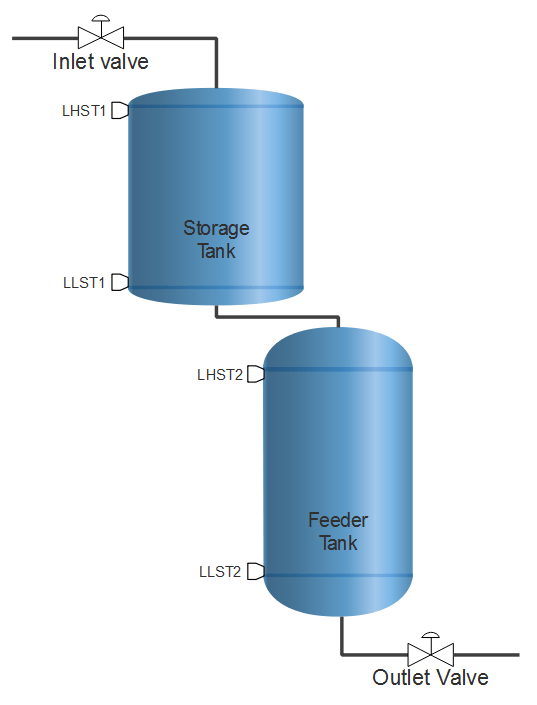
Problem Solution
- Assume that the storage tank has more capacity than the feeder tank.To measure level of both tanks, level switches are installed.
- Outlet valve is operated by another process and it is operated according to the requirement. So outlet flow varies. Inlet valve is to be operated by PLC to control the level.
- Use interlocking to control the inlet valve.
- Connect Level Switches to the input module of PLC. Connect inlet valve with the output module of PLC.
PLC Program
Here is PLC program to Control Level of Series Tanks, along with program explanation and run time test cases.
List of Inputs and Outputs I:1/14 & I:1/15 = Start & Stop (Input) I:1/0 = LHST1 high level switch of storage tank (Input) I:1/1 = LLST1 low level switch of storage tank (Input) I:1/2 = LHST2 high level switch of feeder tank (Input) I:1/3 = LLST2 low level switch of feeder tank (Input) O:2/0 = Inlet valve (Output)
Ladder diagram to control series tanks
advertisement
advertisement
Program Description
- RUNG000 is used for latching the bit B3:0/0 through which Master Start and Stop can be performed. Memory Bit is used here to save an output terminal.
- RUNG001 performs controlling of Inlet Valve which is connected to O:2/0 of output module.
- O:2/0 energizes when I:1/1 or I:1/3 goes high which is set by Low level switch of storage tank or by low level switch of feeder tank respectively.
- Similarly it is closed when high level of storage and feeder tank detected.
Runtime Test Cases
Inputs Outputs Physical Elements I:1/1 = 1 or I:1/3 = 1 O:2/0 = 1 Open Inlet Valve I:1/1 = 1 and I:1/2 = 1 O:2/0 = 0 Close Inlet Valve
Sanfoundry Global Education & Learning Series – PLC Algorithms.
To practice all PLC programs, here is complete set of 100+ PLC Problems and Solutions.
