This is a PLC Program to Control Spray-Painting of Parts.
Problem Description
Control Spray-Painting operation in PLC using Ladder Diagram programming language.
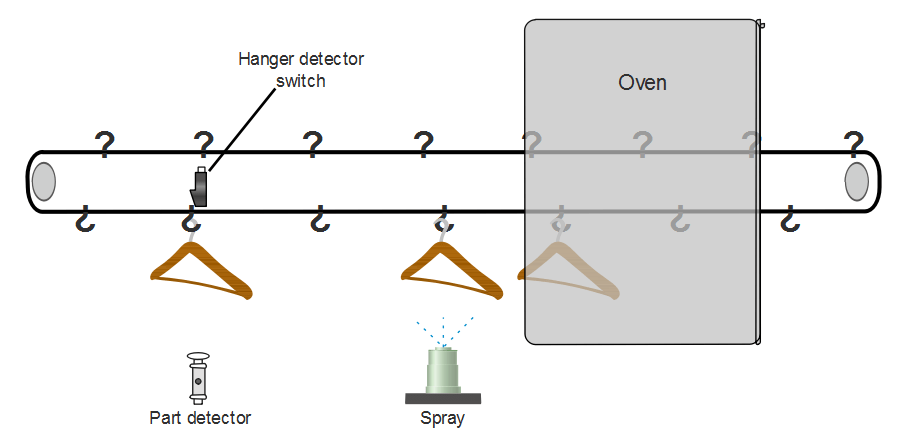
Problem Diagram
Problem Solution
- Spray-Paining operation is similar to the bottle capping operation. The only difference is that Bottle Capping operation used timers while Spray-Paining operation do not require timers.
- Two limit switches are used, one to detect hangers and other to detect parts.
- Both are mounted exactly opposite to each other so that when part is not present, outputs are complement of each other.
- Bit shift register is used to spray parts.
- Oven is used to dry the parts after they are sprayed. This output is continuously ON and is not controlled.
PLC Program
Here is PLC program to Control Spray-Painting of Parts, along with program explanation and run time test cases.
List of Inputs and Outputs I:1/14 = Start (Input) I:1/15 = Stop (Input) I:1/0 = Limit switch (Hanger) (Input) I:1/1 = Proximity (Part detection) (Input) O:2/0 = Master coil / Run (Output) O:2/1 = Oven (Output) O:2/2 = Spray (Output) BSL = Bit shift left instruction (Logical) B3:0 = Bit shift Register (Register) B3:0/2 = Bit to energize capping machine (Bit) R6:0 = Control register (Register)
Ladder Diagram to operate Spray-Paining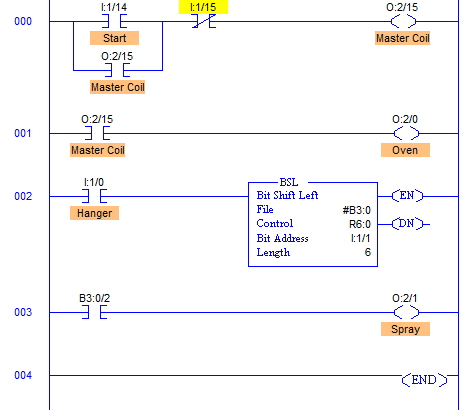
advertisement
advertisement
Program Description
- When Start PB is pressed, Oven with address O:2/0 is started.
- RUNG002 and RUNG003 are used to operate bit shift register and Spray with address O:2/1.
- I:1/0 and I:1/1 are mounted such that they are detected together. When Part is present, I:1/0 and I:1/1 both goes high setting bit B3:0/0. Shifting of this itself is operated by I:1/0 Hanger switch. So every time a hanger is detected, bit is shifted left.
- From proximity to capping machine, station distance is 3 steps. Hence bit B3:0/2 of B3:0 register operates spray solenoid.
- R6:0 is a control register where all the operations are handled.
Runtime Test Cases
Inputs Output Physical Elements I:1/14 = 1 O:2/0 = 1 Turn ON oven I:1/0 = 1 BSL = 1 Shift bit to left I:1/0 = I:1/1 = 1 B3:0/0 = 1 Set bit to operate Spray B3:0/2 = 1 O:2/1 = 1 Activate spray
Sanfoundry Global Education & Learning Series – PLC Algorithms.
To practice all PLC programs, here is complete set of 100+ PLC Problems and Solutions.
