This set of Dairy Engineering Multiple Choice Questions & Answers (MCQs) focuses on ” Standardization”.
1. Standardization of milk involved which of the following?
a) Adjustment of fat content
b) Breakdown of protein
c) Whitish appearance of milk
d) Increase in nutritional content of milk
View Answer
Explanation: Standardization of fat content involves adjustment of the fat content of milk, or a milk product, by addition of cream or skim milk as appropriate to obtain a given fat content.
2. Which of the following method is used in a standardization of milk?
a) Pearson square method
b) Donald method
c) Jake method
d) Pearson cube method
View Answer
Explanation: One of these methods, frequently used, is taken from the Dictionary of Dairying by J.G. Davis and is illustrated by Pearson square method. How many kgs of cream of A% fat must be mixed with skim milk of B% fat to make a mixture containing C% fat? The answer is obtained from a square, where the given figures for fat contents are placed.
3. The pressure in the skim milk outlet must be kept _______ in order to enable accurate standardization.
a) High
b) Low
c) Constant
d) Steep
View Answer
Explanation: The pressure in the skim milk outlet must be kept constant in order to enable accurate standardization. This pressure must be maintained regardless of variations in flow or pressure drop caused by the equipment after separation, and this is done with a constant-pressure valve located close to the skim milk outlet.
4. Which of the factor does not affect the precision in standardization process?
a) Fluctuations in the fat content of the incoming milk
b) Fluctuations in throughput
c) Fluctuations in preheating temperature
d) Fluctuation in protein content
View Answer
Explanation: For precision in the process it is necessary to measure variable parameters such as fluctuations in the fat content of the incoming milk, fluctuations in throughput, and fluctuations in preheating temperature. Most of the variables are interdependent; any deviation in one stage of the process often results in deviations in all stages.
5. The cream fat content is _______ to the flow rate.
a) Inversely proportional
b) Directly proportional
c) Neither inversely proportional nor directly proportional
d) Increased
View Answer
Explanation: The cream fat content is inversely proportional to the flow rate. Some standardization systems therefore use flow meters to control the fat content.
6. What is the objective of Bactofugation?
a) Separate microorganisms from milk
b) Separate fat from skim milk
c) Standardize milk
d) Separate fat globules
View Answer
Explanation: Bactofugation is a Belgian process for removing bacteria from milk by high speed centrifugation. It aims at separation of microorganisms from milk.
7. Which of the following device is used in Bactofugation?
a) Decanter
b) Centrifuge
c) Bactofuge
d) Filter
View Answer
Explanation: Bacteria, especially heat resistant spores, have a significantly higher density than the milk. A Bactofuge is therefore a particularly efficient means of ridding milk of bacteria spores. Since these spores are also resistant to heat treatment, the Bactofuge makes a useful complement to thermisation, pasteurization and sterilization.
8. Major Application of Bactofugation is in which of the following processing?
a) Wine processing
b) Juice processing
c) Cheese processing
d) Ice cream processing
View Answer
Explanation: Bacteria belonging to the genus Clostridium – anaerobic spore-forming bacteria – are among the most feared by cheese makers, as they can cause late blowing of cheese even if present in small numbers. That is why cheese milk is bactofugated.
9. The amount of bactofugate from the two-phase Bactofuge ______ as compared to one-phase Bactofuge.
a) More
b) Less
c) Constant
d) Variable
View Answer
Explanation: The amount of bactofugate from the two-phase Bactofuge is about 3% of the feed, while the corresponding amount from the one-phase Bactofuge can be as low as 0.15% of the feed.
10. A decanter centrifuge is a machine for continuous sedimentation of suspended solids from a liquid by the action of ________in an elongated, horizontal rotating bowl.
a) Centrifugal force
b) Gravitation force
c) Friction force
d) Force of resistance
View Answer
Explanation: A decanter centrifuge separates solid materials from liquids in the slurry by centrifugal force. It plays an important role in wastewater treatment, chemical, oil and food processing industries.
11. How much whole milk with 3.9% fat and skimmed milk with 0.04% fat content will you need to produce 2000 kg of standardized milk with 2.5% fat?
a) 725.4 kg
b) 825.4 kg
c) 925.4 kg
d) 715.4 g
View Answer
Explanation: Using Pearson’s Square method:
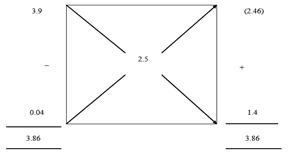
Proportion of the whole milk = 2.46/3.86
Amount of whole milk required = (2.46/3.86)*2000 = 1274.6 kg
Proportion of skimmed milk = 1.4/3.86
Amount of skimmed milk required = (1.4/3.86)*2000 = 725.4 kg (or 2000 – 1274.6).
12. 500 kg of milk testing 6.5% fat to be standardized to 3.1% fat using skim milk containing 0.05% fat. Therefore, the quantity of skim milk required to be added to 500 kg whole milk will be?
a) 557.38 kg
b) 440 kg
c) 850 kg
d) 500 kg
View Answer
Explanation:
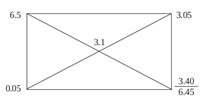
Thus mixing of 3.05 kg of 6.5% fat milk with 3.40 kg of the skim milk will yield 6.45 kg of milk containing the desired fat level i.e. 3.1%. Therefore, the quantity of skim milk required to be added to 500 kg whole milk will be (3.4 x 500)/3.05=3.05. Accordingly, 557.38 kg of 0.05% skim milk mixed with 500 kg of 6.5% fat whole milk will yield 1057.38 kg of milk having 3.1% fat.
13. Which of the following standardization is more desirable in large-scale operation?
a) Continuous
b) Batch
c) No standardization
d) Centrifugation
View Answer
Explanation: Continuous, on-line blending is much more desirable in a large-scale operation. This can be achieved on the cream separator itself by allowing sufficient cream to remix with the skim milk so that the mixture is milk with the desired fat content; the balance cream flows through the cream line into the cream tank. This requires that the separator is fitted with a standardizing device.
14. How many parts by weight of 40% cream and 3% milk must be mixed to make milk testing 5% fat?
a) 2 and 35
b) 4 and 45
c) 5 and 10
d) 6 and 12
View Answer
Explanation: 2.0 parts of 40% cream when mixed with 35 parts of 3.0% milk will give 37 parts of 5% milk. Calculated using the Pearson square method.
15. Fat is added back to skim milk in the process of standardization.
a) True
b) False
View Answer
Explanation: When standardizing dairy products, the cream and milk are first separated on a dairy line. The two elements are then mixed together again. However, not all of the original fat content is added back; only the exact level required for milk to be classified as skimmed, semi skimmed or whole.
Sanfoundry Global Education & Learning Series – Dairy Engineering.
To practice all areas of Dairy Engineering, here is complete set of 1000+ Multiple Choice Questions and Answers.
If you find a mistake in question / option / answer, kindly take a screenshot and email to [email protected]
- Check Agricultural Engineering Books
- Apply for Agricultural Engineering Internship
- Practice Agricultural Engineering MCQs
- Check Dairy Engineering Books
