This is a PLC Program to Sort Parts for Quality Control on Conveyor.
Problem Description
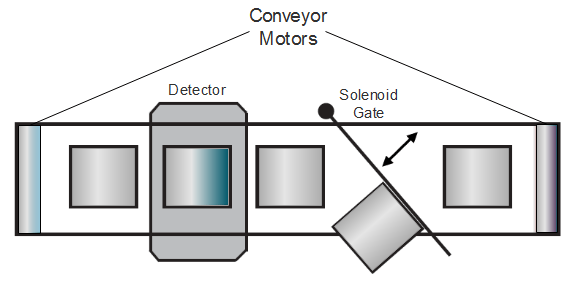
Parts are moving on the conveyor from one process line to other with a constant speed. Out of 1000 part, one part is taken out for quality check. Implement automation of this process in PLC using Ladder Diagram programming language.
Problem Diagram
Problem Solution
- To detect the parts, detector such as proximity switch, optical sensors or any other sensor is used.
- Connect output of this detector to Input Module of PLC which sets and resets image memory according to parts’ detection.
- Give this detection, as an input to Up Counter which is incremented with each part’s detection.
- Set counter preset value to 1000.
- Operate Solenoid for a few seconds until the part is diverted for quality check.
PLC Program
Here is PLC program to Sort Parts for Quality Control on Conveyor, along with program explanation and run time test cases.
List of Inputs and Outputs I:1/14 = Start (Input) I:1/15 = Stop (Input) I:1/0 = Detector input (Input) B3:0/0 = Latching Coil (Bit) O:2/0 = Conveyor Motors (Output) O:2/1 = Solenoid to operate gate (Output) C5:0 = Up Counter to count 1000 parts (Counter) T4:0 = Timer to operate solenoid (Timer) -(RES)- = Reset counter value (Timer/Counter)
Ladder Diagram to perform this operation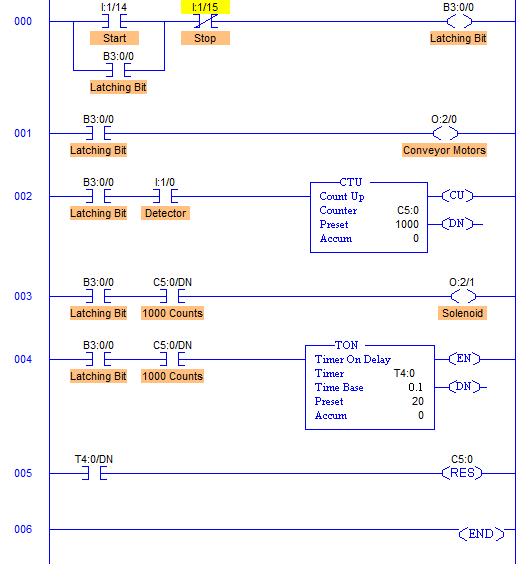
advertisement
advertisement
Program Description
- RUNG000 is Master Start and Stop the process.
- RUNG001 operates Conveyor Motors with address O:2/0 to start moving parts to other process. This is started as soon as Start PB I:1/14 is pressed.
- RUNG002 comprises Up Counter which counts the number of parts detected by the detector which is connected to I:1/0. Whenever a part is detected, I:1/0 goes high incrementing accumulator value of C5:0 Counter.
- When 1000 parts are counted, done bit is generated which is used to operate Solenoid Coil in RUNG003. It allows the current to pass and solenoid is operated.
- Assuming that it takes 2secs to divert the part for quality check, 2secs of timer T4:0 is used. This timer bit T4:0/DN resets the counter value to 0 which in turn unlatches solenoid coil O:2/1 taking gate to its main position.
Runtime Test Cases
Inputs Outputs Physical Elements B3:0/0 = 1 O:2/0 = 1 Run Conveyor Motors I:1/0 = 1 (Momentarily) Accumulator = +1 Increment Counter C5:0.ACC = 1000 O:2/1 = 1 Energize Solenoid T4:0/DN = 1 C5:0.ACC = 0(Reset) Reset Counter, De-energize Solenoid
Sanfoundry Global Education & Learning Series – PLC Algorithms.
To practice all PLC programs, here is complete set of 100+ PLC Problems and Solutions.
