This is a PLC Program to Separate Big and Small Parts.
Problem Description
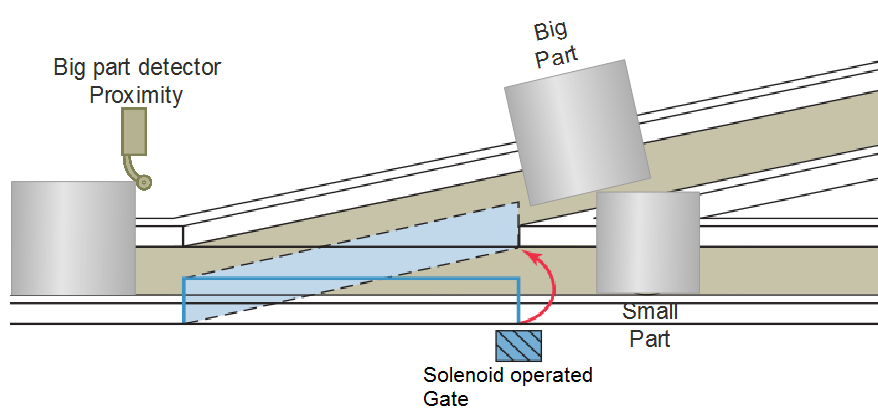
Two different sized particles are being moved on the conveyor belt. To pack these particles, two different boxes are used separately. These products must not be packed in the same box. Separation of these particles is to be controlled. Implement automation to perform this operation in PLC using Ladder Diagram programming language.
Problem Diagram
Problem Solution
- Small parts do not need to be detected as it has a straight conveyor path.
- Big parts are to be diverted to the adjacent conveyor which is connected with the main conveyor as shown in diagram above.
- Detection of big particles has to be done in order to divert the path of such particles.
- To detect big parts, Proximity Limit switch is used.
- Conveyor has a fixed speed, hence timer is to be set to energize Gate Solenoid which diverts big parts to the adjacent conveyor.
PLC Program
Here is PLC program to Separate Big and Small Parts, along with program explanation and run time test cases.
List of Inputs and Outputs I:1/14 = Start (Input) I:1/15 = Stop (Input) O:2/0 = Master Coil (Output) I:1/0 = Proximity to detect big parts (Input) O:2/1 = Gate solenoid coil (Output) T4:0 = Timer to operate gate (Timer)
Ladder diagram to separate big and small parts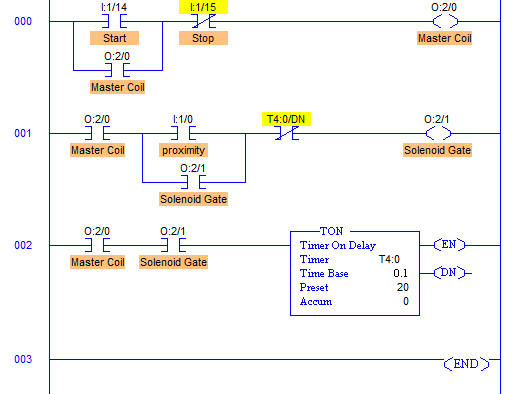
advertisement
advertisement
Program Description
- RUNG000 is to Master Start and Stop the separation process.
- RUNG001 and RUNG002 operates solenoid coil.
- When Proximity switch detects a big part, it energizes and latches Solenoid Coil which is connected to O:2/1.
- Let us assume it takes approximately 2secs for a big part to transfer from main conveyor to the adjacent one.
- When Solenoid coil is energized, Timer T4:0 is started.
- Solenoid coil remains energized for 2secs that is when part is being diverted to the adjacent conveyor.
- After 2secs, when a big part is diverted to the adjacent conveyor, XIO of T4:0/DN de-energizes O:2/1 and the Gate is returned back to its main position to let Small parts move on the main conveyor.
Runtime Test Cases
Inputs Outputs Physical Elements I:1/14 = 1 O:2/0 = 1 Start separation process I:1/0 = 1 O:2/1 = 1 Energize solenoid gate T4:0/DN = 1 O:2/1 = 0 De-energize solenoid gate
Sanfoundry Global Education & Learning Series – PLC Algorithms.
To practice all PLC programs, here is complete set of 100+ PLC Problems and Solutions.
