This is a PLC Program to Control the Sequence of Conveyors and Interlocking Them.
Problem Description
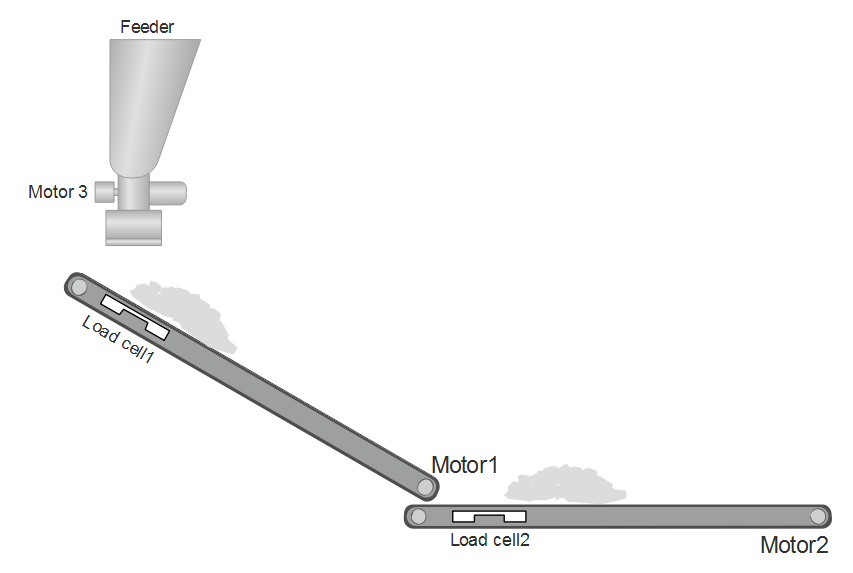
A feeder drops material on the conveyor which sends material for further process through one more conveyor. Conveyor must start automatically when material is dropped on it. Implement automation of this in PLC using Ladder Diagram programming language.
Problem Diagram
Problem Solution
- Feeder has a motor mounted to feed material on conveyor belts.
- Load cells are installed at the bottom of conveyor belts to detect if material is present on the conveyor belt.
- When material falls on conveyor belt 1, motor 1 should start, and when material in present on conveyor belt 2, motor 2 remain On.
- Switches can also be used sometimes to detect material’s presence. But for more reliable operation, Load cells can be used as shown in the diagram above.
PLC Program
Here is PLC program to Control the Sequence of Conveyors and Interlocking Them, along with program explanation and run time test cases.
List of Inputs and Outputs I:1/0 = Start (Input) I:1/1 = Stop (Input) I:1/2 = Load cell of conveyor 1 (Input) I:1/3 = Load cell of conveyor 2 (Input) O:2/0 = Latching Coil (Output) O:2/1 = Motor 3 (feeder) (Output) O:2/2 = Motor 1 (Conveyor 1) (Output) O:2/3 = Motor 2 (Conveyor 2) (Output)
Ladder Diagram of sequencing control of conveyor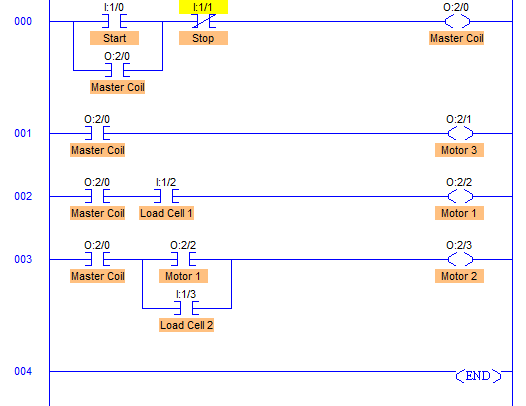
advertisement
advertisement
Program Description
- RUNG000 is for Master Start/Stop the process.
- RUNG001 is to operate feeder with output address O:2/0 which is operated when Start PB is pressed.
- RUNG002 is to operate Motor 1 of Conveyor 1 which is operated when Load cell 1 detects the presence of material. As long as material is on the conveyor, Motor 1 remains energized.
- RUNG003 is to operate Motor 2 of Conveyor 2 O:2/3 which is operated whenever Motor 1 is ON AND/OR as long as material is presence on the conveyor 2 which is detected by Load cell 2 (I:1/3).
Runtime Test Cases
Inputs Outputs Physical Elements I:1/0 = 1 O:2/1 = 1 Start Motor 3 I:1/0 = 1, I:1/2 = 1 O:2/2 = 1 Start Motor 1 I:1/0 = 1, O:2/2 = 1 O:2/3 = 1 Start Motor 2 I:1/0 = 1, I:1/3 = 1 O:2/3 = 1 Start Motor 2
Sanfoundry Global Education & Learning Series – PLC Algorithms.
To practice all PLC programs, here is complete set of 100+ PLC Problems and Solutions.
