This is a PLC Program to Change Preset Value of Counter According to Various Products.
Different objects are moving on a conveyor belt. Let’s say, circular balls, square blocks and rectangular blocks. All three types of objects are collected in the same sized box. As these types are different in size and shapes as well, number of objects to be placed are different for each type. Set counter value according to different sized objects’ detection. Implement automation of this in PLC using Ladder Diagram programming language.
Diagram showing counting process of different objects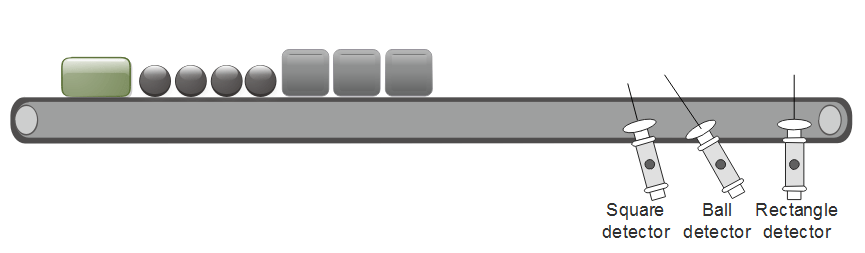
- Use three different proximity switches to detect all three different objects.
- Mount these switches such that switches detect assigned object only. For example, mount Square detector proximity such that it neither detects Rectangular blocks nor Balls.
- Load counter values in registers for different objects. And load this value as soon as a particular type of object is detected.
Here is PLC program to Change Preset Value of Counter According to Various Products, along with program explanation and run time test cases.
List of Inputs and Outputs I:1/14 = Start (Input) I:1/15 = Stop (Input) O:2/0 = Master Coil (Output) O:2/1 = Conveyor motor (Output) I:1/0 = Square block detector (Proximity) (Input) I:1/1 = Ball detector Proximity (Input) I:1/2 = Rectangle block detector Proximity (Input) MOV = To move corresponding source value to counter preset (Logical) CTU = Up Counter to count the number of objects (Counter) -(RES)- = To reset counter accumulator value (Reset)
Ladder Diagram to vary counter preset value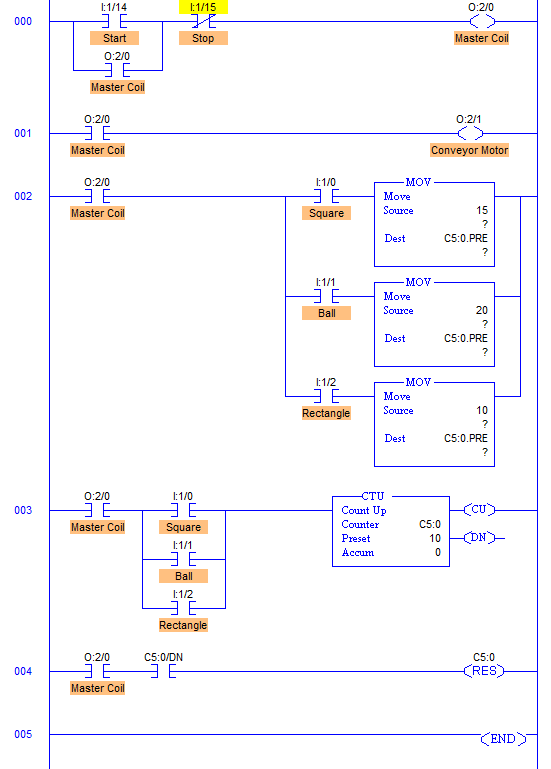
- RUNG001 is to run conveyor motor when the process starts.
- RUNG002 is to Move and Vary preset value of counter whenever a particular type of object is detected.
- When I:1/0 goes high, a square is detected, box has a capacity to pack 15 square blocks, hence #15 is moved to the preset value of counter with address C5:0.PRE. Similarly the same box has capacity to fill 20 balls or 10 rectangular blocks.
- When C5:0 is done counting and C5:0.PRE = C5:0.ACC, C5:0/DN goes high momentarily which resets counter immediately for next counting operation.
- C5:0/DN bit can be used to take further actions such as moving filled box and packing it.
Inputs Outputs Physical elements I:1/14 = 1 O:2/0 = O:2/1 = 1 Start conveyor motor I:1/0 = 1 C5:0.PRE = 15 Collect 15 square objects I:1/1 = 1 C5:0.PRE = 20 Collect 20 balls I:1/2 = 1 C5:0.PRE = 10 Collect 10 rectangular blocks
Sanfoundry Global Education & Learning Series – PLC Algorithms.
To practice all PLC programs, here is complete set of 100+ PLC Problems and Solutions.
